

Structural steel and forged steel stud butt joint welding method for hull
A welding method and a technology for structural steel, applied in welding equipment, welding/welding/cutting items, arc welding equipment, etc., can solve the problems of low weld strength and heavy welding workload, so as to reduce production costs and improve labor Efficiency, reducing the effect of welding deformation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0021] Embodiment 1, comprises the following steps:
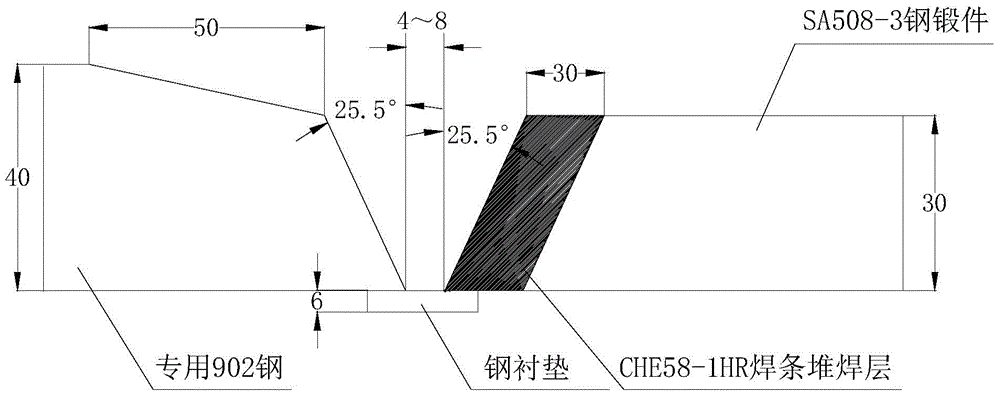
[0022] (1) Groove forming steps: such as figure 1 As shown, grooves are formed on the butt joints of special 902 steel with a thickness of 40mm and SA508-3 forged steel with a thickness of 30mm, without leaving roots, and the inclination angles of the grooves on both sides are symmetrical. The groove angle is 51°, and the part of the special 902 steel side thicker than the SA508-3 forged steel is beveled, and the bevel length is 50mm, so that the two sides of the butt joint groove are of the same height; Water stains, oil stains, rust, hanging slag and other sundries that affect the welding quality should be removed;
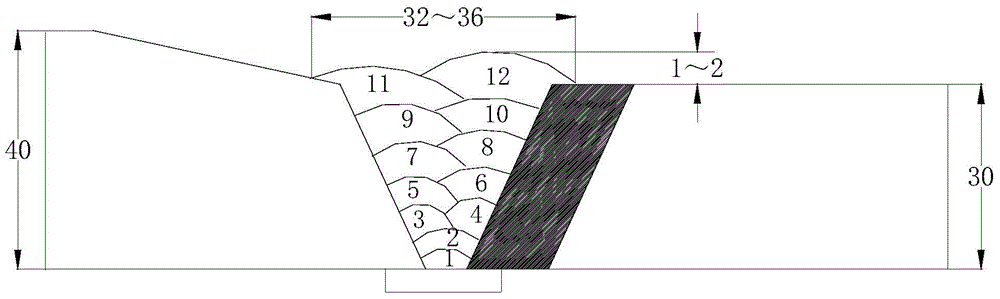
[0023] (2) One-side surfacing welding step: Preheat the SA508-3 forged steel groove area to 120°C, and then use manual arc welding and φ4mm CHE58-1HR electrode to perform surfacing welding on the SA508-3 forged steel groove. The shape of the layer is consistent with the groove, and the thickness is 30mm±2mm...
Embodiment 2
[0029] Embodiment 2, is exactly the same as the step of embodiment 1, and difference is only in the process parameter in each step:
[0030] In the groove forming step, the butt groove angle is 60°, and the bevel length is 45mm;
[0031] In the surfacing step on one side, preheat to 80°C;
[0032] Preheating step The gap between the butt groove and the groove is 4mm, the angle of the butt groove is 60°, and a Q345R steel liner with a thickness of 4mm is installed; the preheating temperature reaches 80°C and starts welding;
[0033] In the welding step, the temperature between passes during welding is controlled at 80°C.
[0034] In the single-side surfacing welding step and welding step of each of the above-mentioned embodiments, the electrodes involved need to be baked at 380-400°C for 1-2 hours before welding, and put them into the heat preservation bucket to be used at any time. After 4 hours, the unused The welding rod should be taken out and re-baked, and the number of ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More