

Chill-free processing method of wind-driven generator hub
A processing method and hub technology, applied in the direction of metal processing equipment, manufacturing tools, casting molding equipment, etc., can solve the problems of high production cost, inability to improve production efficiency, complicated processing technology, etc., to improve the overall compactness and improve the molten iron Purity, the effect of improving purity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0024] The present invention is further described in detail below through examples, but the present invention is not limited only to the following examples.
[0025] (1) Mold manufacturing: In order to achieve the wall thickness in line with the requirements of the drawings, and at the same time facilitate the controllability of the solidification process during pouring, and avoid the occurrence of shrinkage porosity and shrinkage defects, our molds are all manufactured by CNC machining centers to ensure that the castings The wall thickness tolerance is within 2mm, and there is no artificial manufacturing of new thermal pitch circles;
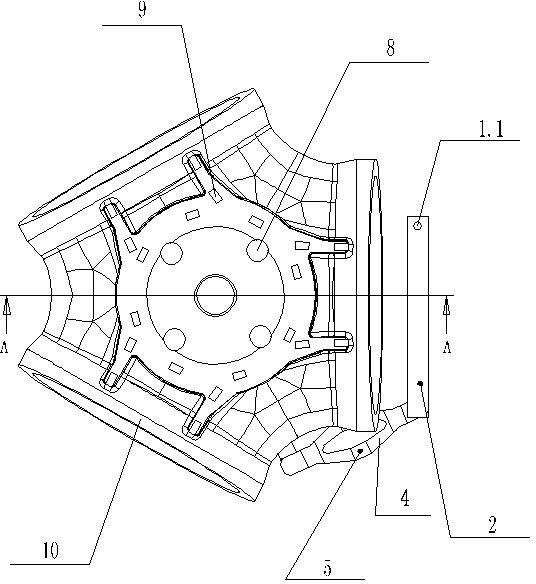
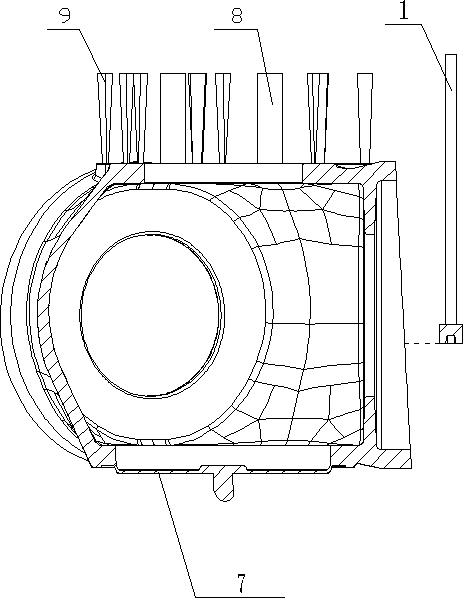
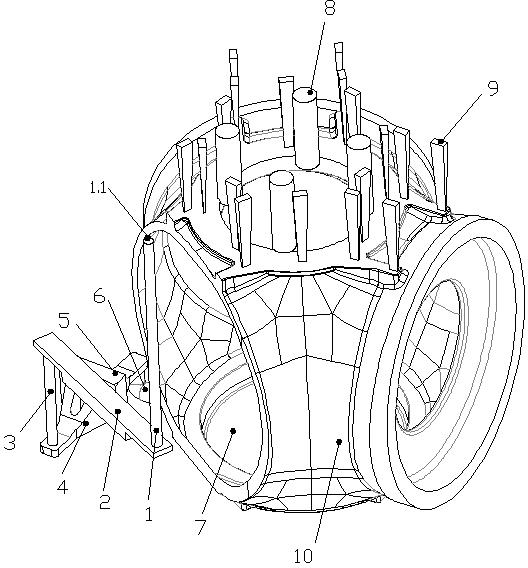
[0026] (2) Sand mold manufacturing: a fully open bottom pouring gating system is adopted, the inner runner 7 is designed as an inverted cone shape with a width of 20mm and a circle of draped seams, and the sprue 1.1 at the upper end of the upper sprue 1 is poured with quantitative package plugging At the highest point of the casting 10, place a...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More