

Manufacturing process of forging stock of steel forging piece for oil extraction equipment in deep sea
A manufacturing process and steel forging technology, which is applied in the field of steel forging billet manufacturing process for hydraulic cylinders of deep-sea oil production equipment, and can solve the problems such as the inability to guarantee the quality of forging parts and after-forging, cracking of the face and corners of the forging billet, and increasing the difficulty of forging, etc. , to achieve the effects of improving malleability, alleviating germination, and slowing down the cooling rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0040] Embodiment (process number B): the forging process described in the present invention;
[0041] Repeated example (process number C): Repeat the forging process described in the present invention.
[0042] The specific steps of the comparative example (process number A) are as follows:
[0043] Step A①: Precipitation-hardening martensitic stainless steel 15-5PH is composed of carbon, silicon, manganese, phosphorus, sulfur, chromium, nickel, copper and niobium, and its mass percentage is:
[0044] 0≤carbon≤0.07%, 0≤silicon≤1.00%, 0≤manganese≤1.00%, 0≤phosphorus≤0.035%, 0≤sulfur≤0.025%, 14.00%≤chromium≤15.50%, 4.00%≤nickel≤5.50% , 2.50≤copper≤4.00%, 0.15≤niobium≤0.45%,
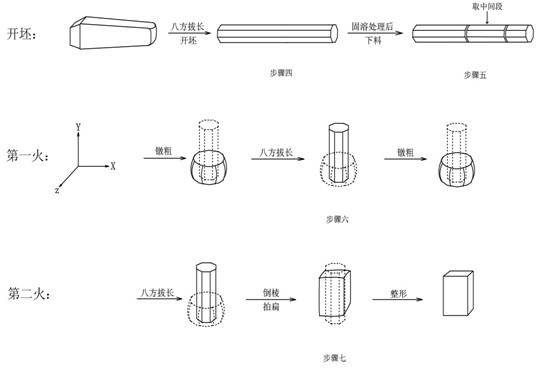
[0045] Step A②: Select a square ingot according to the size of the required structural parts, heat it into the furnace to 1150°C, and then open the billet (square cross-section) along the length direction of the steel ingot on the free forging hammer. The final forging temperature is 900°C. Complete the i...
Embodiment (
[0052] Embodiment (process number B), concrete steps are as follows:
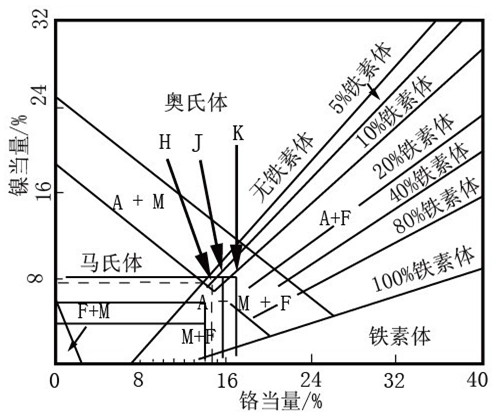
[0053] Step B①: Martensitic precipitation hardening stainless steel 15-5PH is composed of carbon, silicon, manganese, phosphorus, sulfur, chromium, nickel, copper and niobium, and the mass percentage of its standard value is calculated by the formulas (1) and (2) respectively Calculation of the highest chromium equivalent and nickel equivalent corresponding to a ferrite content exceeding 10% (see figure 2 The position pointed by the arrow K in the middle),
[0054] Step B②: According to Schaeffler organization chart (see attached figure 2 ) The chemical composition of the optimally designed martensitic precipitation hardening stainless steel 15-5PH, its mass percentage is:
[0055] 0.04≤carbon≤0.07%, 0≤silicon≤0.60%, 0.80≤manganese≤1.00%, 0≤phosphorus≤0.035%, 0≤sulphur≤0.025%, 14.00%≤chromium≤14.50%, 5.00%≤nickel≤5.50% , 2.50≤copper≤4.00%, 0.15≤niobium≤0.25%,
[0056] Calculate the ferrite amount corr...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More