Titanium alloy thin-wall part hot-stretch creep deformation composite molding method
A technology of thin-walled parts and composite forming, which is applied in the forming of metal parts and the field of thermal stretching and creep composite forming of titanium alloy thin-walled parts, which can solve the problems of waste of energy, poor forming quality of thin-plate parts, and low heat utilization rate. Achieve the effect of improving forming precision, constant temperature and uniform temperature distribution
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
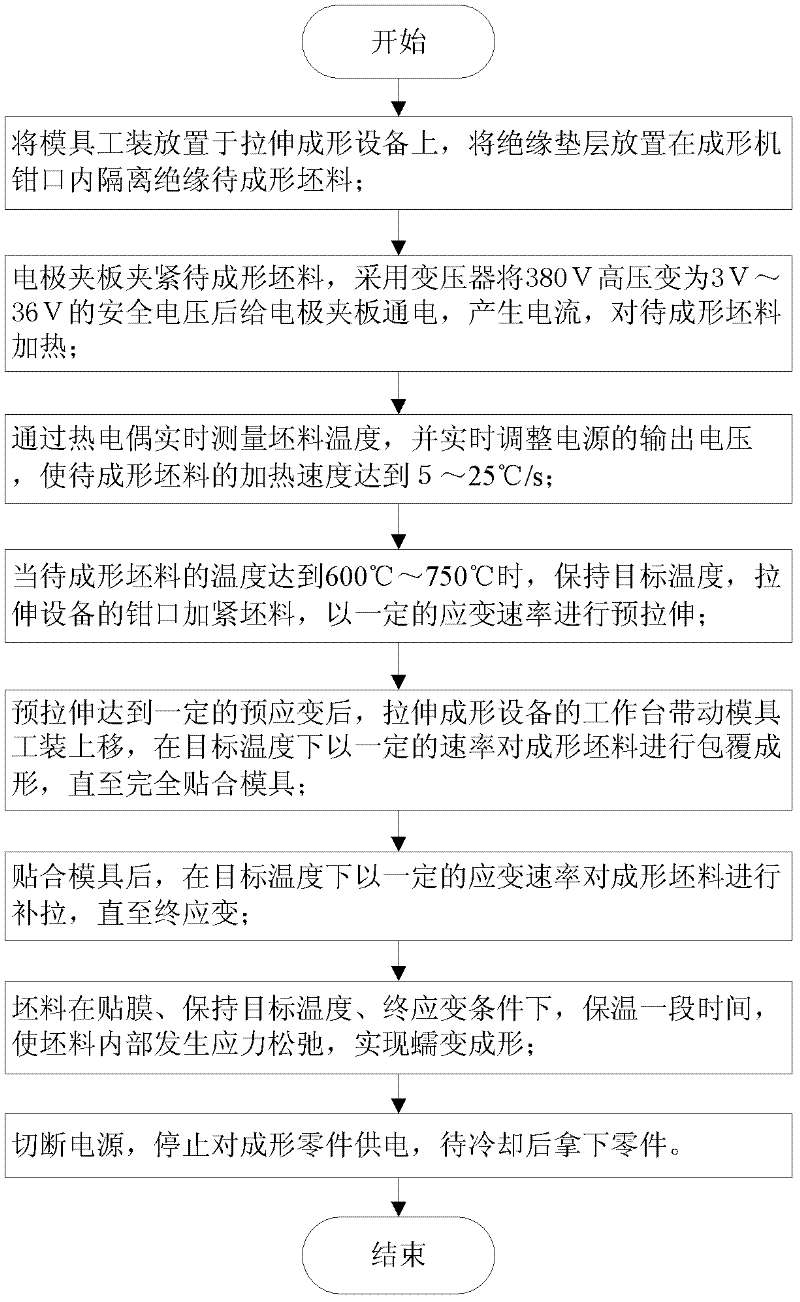
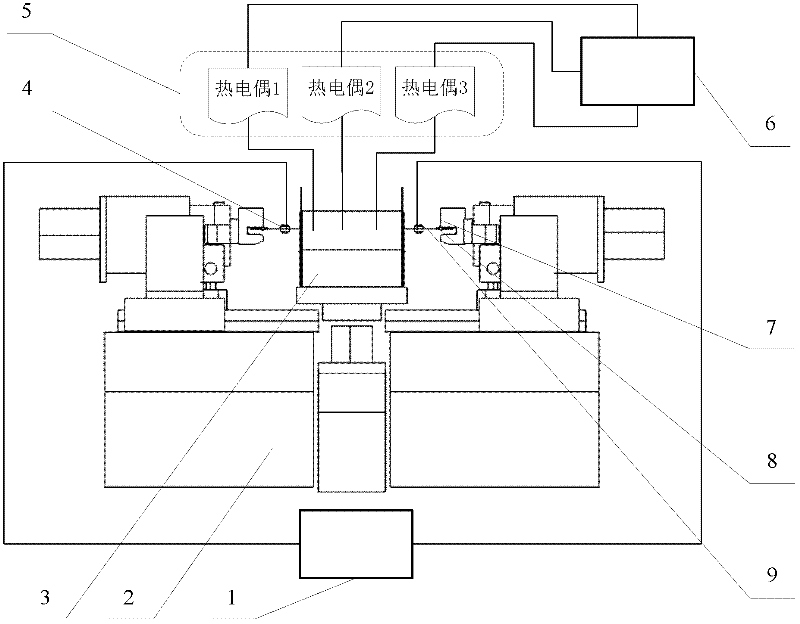
[0035] One of the specific implementation methods: the following combination Figure 1 to Figure 6 Illustrate the concrete forming method of the present invention, the forming device of use, see figure 2 , including power supply 1, stretch forming equipment 2, mold tooling 3, electrode splint 4, thermocouple 5, temperature control system 6, forming machine jaw 7, insulating cushion 8 and blank 9 to be formed.
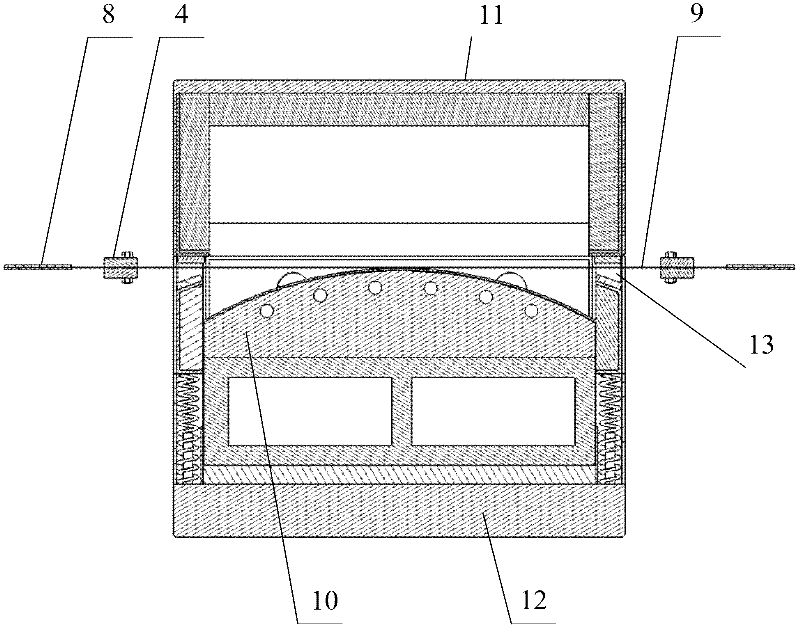
[0036] See image 3 , the mold tooling 3 includes a mold 10, an incubator 11 and a backing plate 12, and the mold tooling 3 is placed on the workbench in the middle of the stretch forming equipment 2; the blank 9 to be formed passes through the gap 13 of the side wall of the mold box, and the blank to be formed 9 both ends are placed in the jaws 7 of the forming machine, and an insulating cushion 8 asbestos cloth is placed between the blank 9 to be formed and the jaws 7 of the forming machine to realize insulation; Electric heating to be formed blank 9,
[0037] See ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More