

Electroslag fusion casting manufacturing method for annular plate of hydraulic generator
A hydro-generator and electroslag casting technology, applied in the field of electroslag casting manufacturing, can solve the problems of inability to produce similar steel plates with high yield strength, increased use costs, steel waste, etc., and achieve excellent laminar tear resistance, cooling The effect of fast speed and reduced cutting volume
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0028] 1. Slag system ingredients use: CaF 2 70%, Al 2 O 3 30%. The amount of slag is 3% of the weight of the casting.
[0029] 2. Ignition method: the consumable electrode is ignited by solid slag in the crystallizer, TiO 2 : 50%, CaF 2 : 50%.
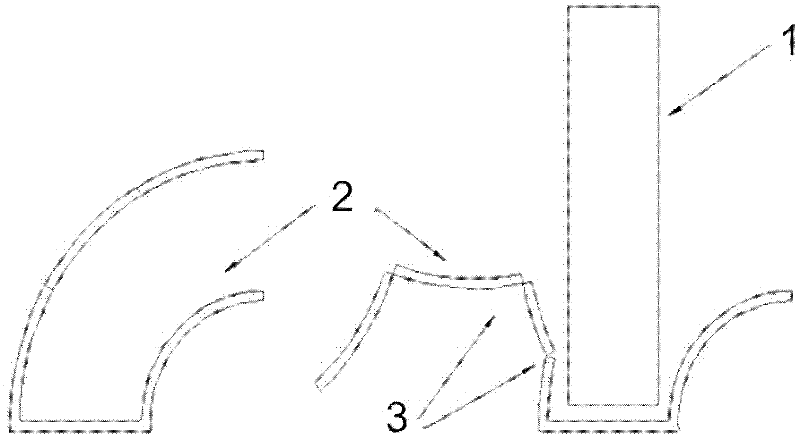
[0030] 3. The choice of the mold: the copper-steel combination mold is used, and the structure adopts the outer arc side as the gradually closed cooling surface ( figure 1 ).
[0031] 4. Electricity parameters: According to the size of the casting, the geometry of the electrode and the mold, the casting voltage is 55V and the current is 6500A.
[0032] Through the electroslag casting process, the ring plate is formed by the mold of the set shape. Its chemical composition is.
[0033]
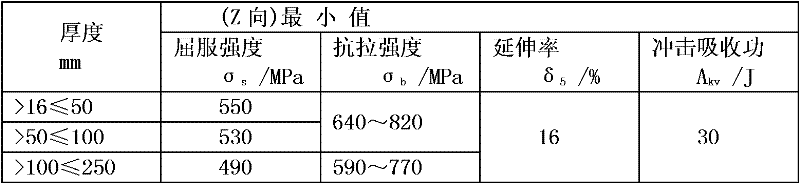
[0034] The mechanical properties of the castings after heat treatment are as follows.
[0035]
Embodiment 2
[0037] 1. Slag system ingredients use: CaF 2 70%, Al 2 O 3 30%. The amount of slag is 3.4% of the casting weight.
[0038] 2. Ignition method: the consumable electrode is ignited by solid slag in the crystallizer, TiO 2 : 50%, CaF 2 : 50%.
[0039] 3. The choice of the crystallizer: the all-copper crystallizer is adopted, and its structure adopts the block-combined outer arc side as the gradually closed cooling surface.
[0040] 4. Electricity parameters: According to the size of the casting, the geometry of the electrode and the mold, the casting voltage is 75V and the current is 12000A.
[0041] Through the electroslag casting process, it is formed by a mold with a predetermined shape. Its chemical composition is.
[0042]
[0043] The mechanical properties of the castings after heat treatment are as follows.
[0044]
Embodiment 3
[0046] 1. Slag system ingredients use: CaF 2 70%, Al 2 O 3 30%. The amount of slag is 2.5% of the weight of the casting.
[0047] 2. Ignition method: the consumable electrode is ignited by solid slag in the crystallizer, TiO 2 : 45%, CaF 2 : 55%.
[0048] 3. Selection of mold: All-steel mold is adopted, and its structure adopts a gradually closed cooling surface on the outer arc side.
[0049] 4. Electricity parameters: According to the size of the casting, the geometry of the electrode and the mold, the casting voltage is 50V and the current is 7500A.
[0050] Through the electroslag casting process, the ring plate is formed by the mold of the set shape. Its chemical composition is.
[0051]
[0052] The mechanical properties of the castings after heat treatment are as follows.
[0053]
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More