Thermal bulging process for special-shaped bearing steel rolled ring workpieces
A special-shaped ring and thermal expansion technology, which is applied in the field of thermal expansion of bearing steel special-shaped ring rolling parts, can solve the problem of low dimensional accuracy of special-shaped ring rolling parts, and achieve the effect of improving dimensional accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach
[0043] The main chemical element content (percentage by weight) of the alloy is: C content 0.95%-1.05%, Mn content 0.2%-0.4%, Si content 0.15%-0.35%, S content ≤ 0.020%, P content ≤0.027%, Cr content 1.30%~1.65%.
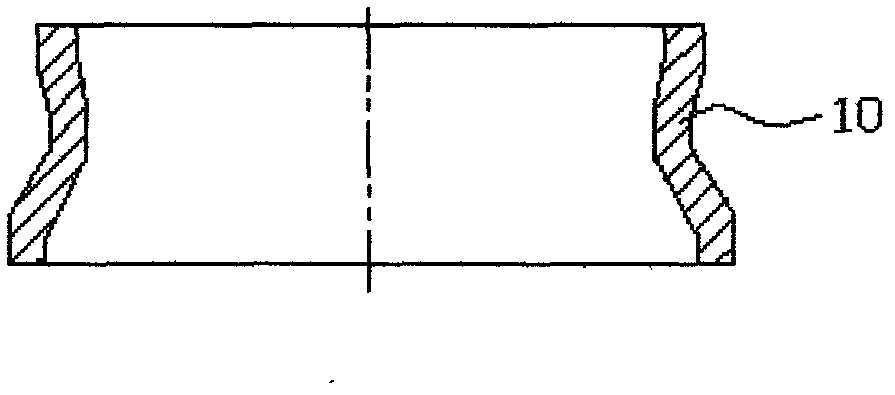
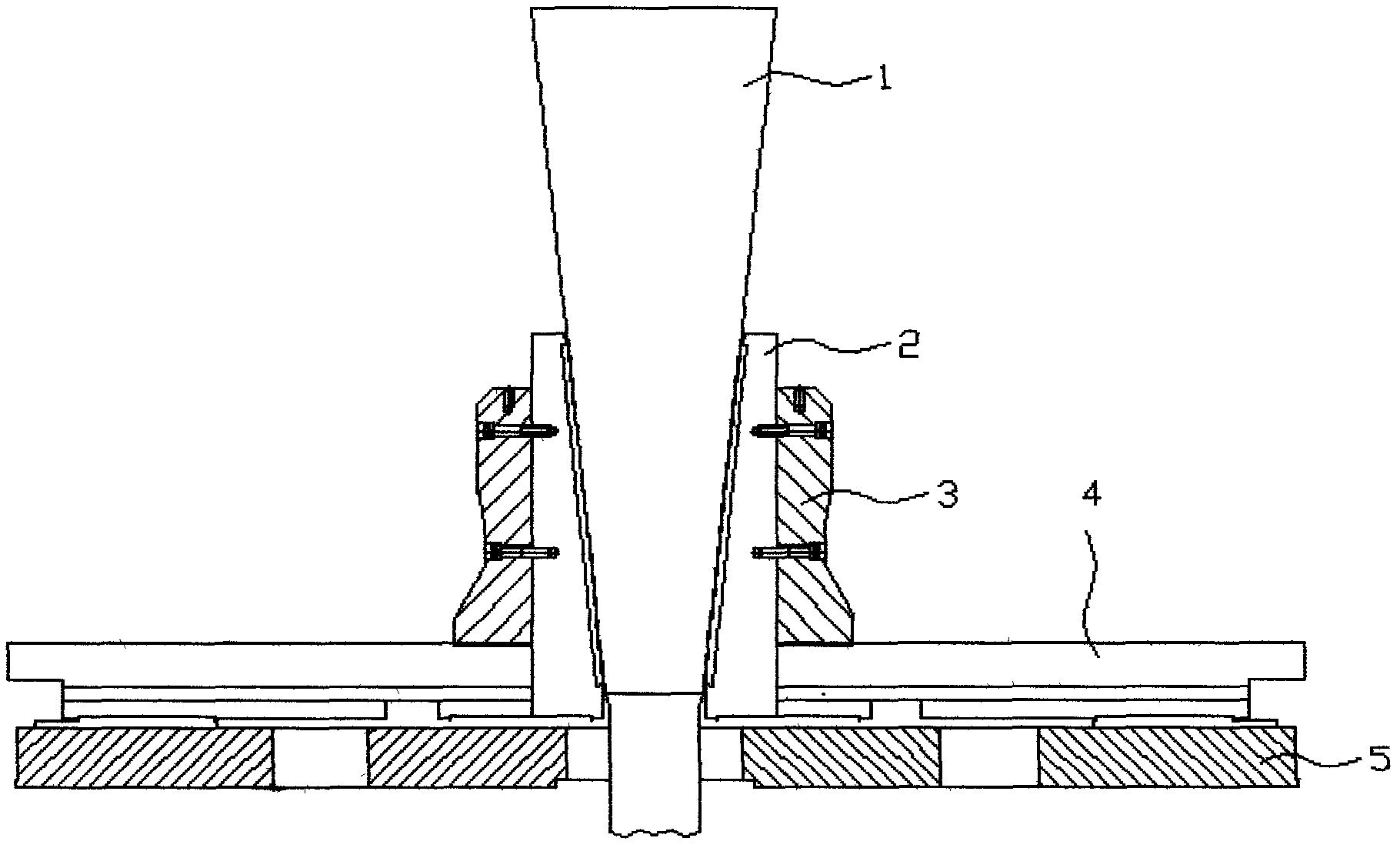
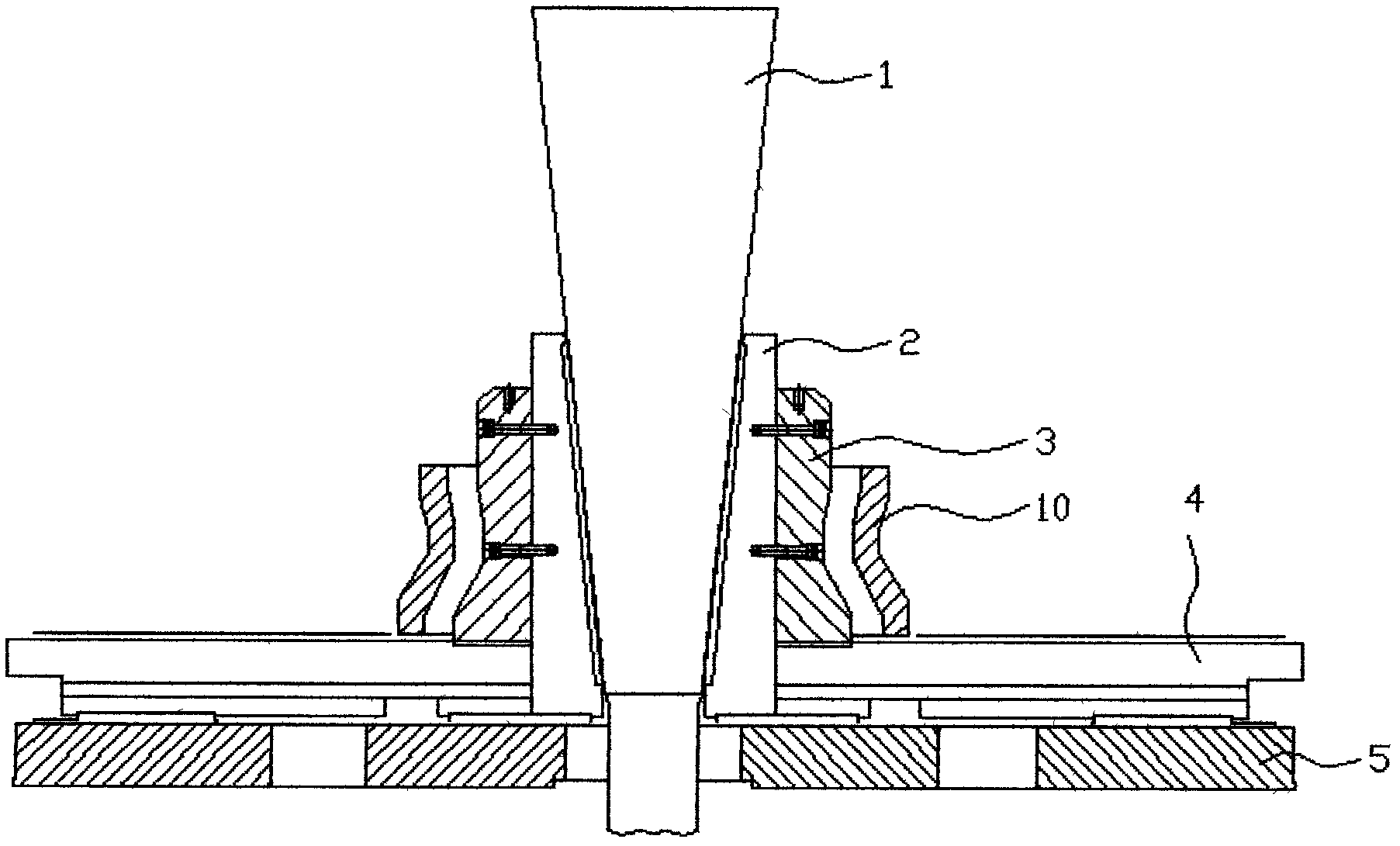
[0044] The structural diagram of the bulging machine for implementing the thermal bulging method of the present invention is as follows: figure 2 As shown, the bulging machine is mainly composed of a mandrel slider 1, a radial slider 2, a bulging block 3, a workbench 4 and a guide rail 5. The mandrel slider 1 is conical and is set in the radial slider 2 to cooperate with the conical inner peripheral surface of the radial slider 2. The mandrel slider 1 can be driven by the hydraulic cylinder of the bulging machine on the radial slider 2. Move up and down in the axial direction and squeeze the radial slider 2; the radial slider 2 is installed on the guide rail 5 of the bulging machine and can move back and forth radially along the guide rail 5, the radial slider 2 f...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| height | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com