

Control process for single-stand Steckel mill to produce special-purpose pipeline steel
A furnace coil rolling mill and special-purpose technology, which is applied in rolling mill control devices, metal rolling, manufacturing tools, etc., can solve the problems of increasing the difficulty of rolling shape and performance control, uneven temperature distribution, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
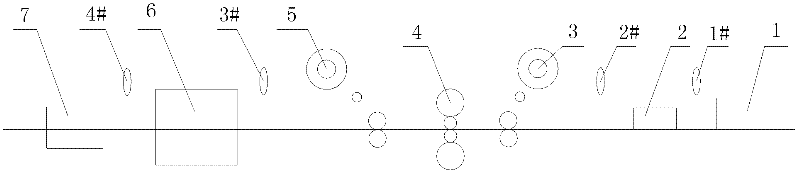
[0018] This embodiment is a control process for the production of special-purpose pipeline steel by a single-stand furnace coil mill. The thickness is 3.3h, the reduction rate of the 10th pass is 10%, and the reduction rate of the 11th pass is 0%; the secondary bending force coefficient is the largest 2.5; the final rolling speed is 1.70m / s, and the acceleration is 0.01m / s2; After the production of work rolls exceeds 800 tons, turn on the cooling water around the work rolls; use the edge shielding of the cooling system, and the cooling water ratio is 1.50; the roll gap at the entrance and exit of the straightening machine is more than 85% plastic according to the thickness of the steel plate It is set by deformation, the straightening speed of the head and tail is 0.40m / s, and the straightening speed of the middle body is 0.80m / s.
[0019] In this example, one flat-rolled plate X70HD anti-large deformation pipeline is selected. The actual size of the billet is 150*3175*8500mm...
Embodiment 2
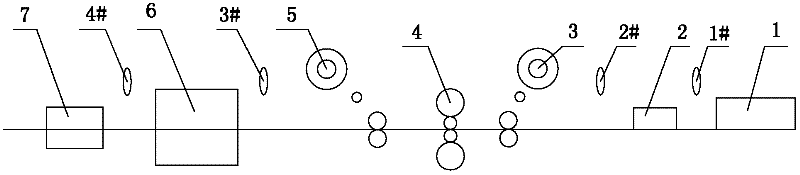
[0026] This embodiment is a control process for the production of special-purpose pipeline steel by a single-stand furnace coil mill. The thickness is 3.2h, the reduction rate of the 8th pass is 12%, and the reduction rate of the 9th pass is 0%; the secondary bending force coefficient is the largest 2.2; the final rolling speed is 1.45m / s, and the acceleration is 0.01m / s2; After the production of work rolls exceeds 800 tons, turn on the cooling water around the work rolls; use the edge shielding of the cooling system, and the cooling water water ratio is 1.60; the roll gap at the entrance and exit of the leveler is more than 80% plastic according to the thickness of the steel plate It is set by deformation, the straightening speed of the head and tail is 0.50m / s, and the straightening speed of the middle body is 0.90m / s.
[0027] In this example, one piece of flat-rolled X65MO submarine pipeline steel is selected. The actual size of the billet is 220*2075*9500mm, and the thic...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More