

Method for improving thickness of decarburized layer of small square billet of tire cord steel
A technology for cord steel and billet is applied in the field of improving the thickness of the decarburized layer of the cord steel billet. Layer thickness, avoid sharp corner effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0028] This embodiment provides a method for improving the thickness of the decarburized layer of the cord steel billet. The cord steel is produced by the process of heating, rough rolling, middle rolling, pre-finish rolling, finish rolling and air cooling. The heating process adopts The heating furnace consists of a preheating section, a heating section I, a heating section II and a soaking section in sequence. The method for improving the thickness of the decarburized layer of the cord steel billet includes the following steps:
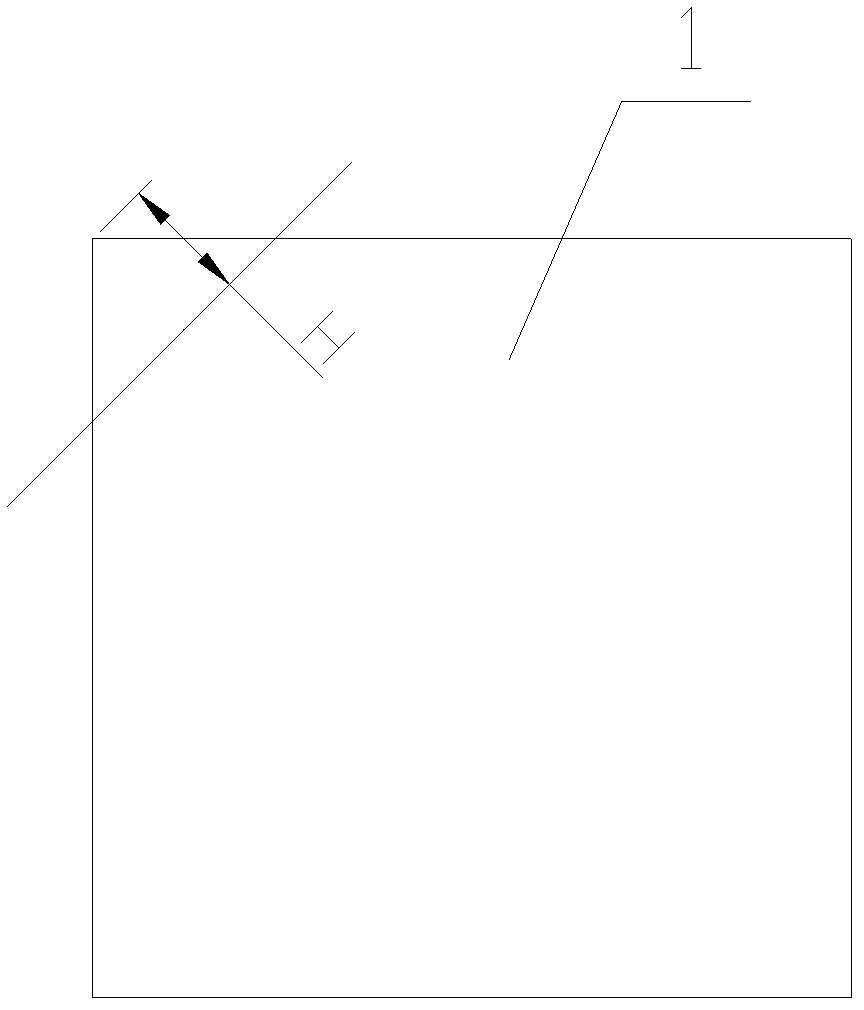
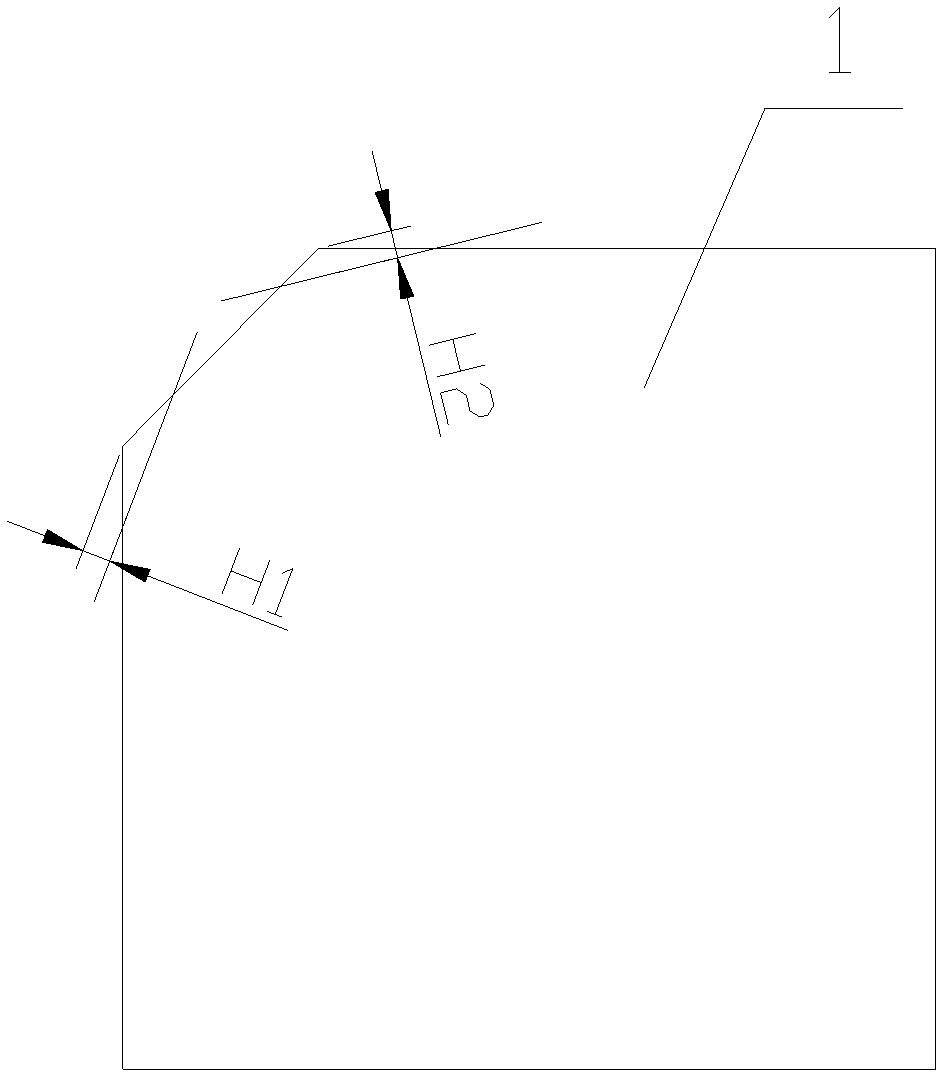
[0029] (1) Before the heating process, the corner of the billet 1 is ground, at first one of the four corners of the billet 1 is ground along the rolling direction of the billet, such as figure 1 As shown, the grinding depth H is 0.3mm, and the grinding depth H is the vertical distance from the apex of the corner to the rolling direction of the billet; then the two generated corners are ground, as shown in figure 2 As shown, the grinding depths H1 ...
Embodiment 2
[0036] This embodiment provides a method for improving the thickness of the decarburized layer of the cord steel billet. The cord steel is produced by the process of heating, rough rolling, middle rolling, pre-finish rolling, finish rolling and air cooling. The heating process adopts The heating furnace consists of a preheating section, a heating section I, a heating section II and a soaking section in sequence. The method for improving the thickness of the decarburized layer of the cord steel billet includes the following steps:
[0037] (1) Before the heating process, the corner of the billet 1 is ground, at first one of the four corners of the billet 1 is ground along the rolling direction of the billet, such as figure 1 As shown, the grinding depth H is 0.2mm, and the grinding depth H is the vertical distance from the corner vertex to the rolling direction of the billet; then the two generated corners are ground, as shown in figure 2 As shown, the grinding depths H1 and H...
Embodiment 3
[0044] This embodiment provides a method for improving the thickness of the decarburized layer of the cord steel billet. The cord steel is produced by the process of heating, rough rolling, middle rolling, pre-finish rolling, finish rolling and air cooling. The heating process adopts The heating furnace consists of a preheating section, a heating section I, a heating section II and a soaking section in sequence. The method for improving the thickness of the decarburized layer of the cord steel billet includes the following steps:
[0045] (1) Before the heating process, the corner of the billet 1 is ground, at first one of the four corners of the billet 1 is ground along the rolling direction of the billet, such as figure 1 As shown, the grinding depth H is 0.5mm, and the grinding depth H is the vertical distance from the corner vertex to the rolling direction of the billet; then the two generated corners are ground, as shown in figure 2As shown, the grinding depths H1 and H2...
PUM
| Property | Measurement | Unit |
|---|---|---|
| depth | aaaaa | aaaaa |
| depth | aaaaa | aaaaa |
| depth | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More