

Gantry-type automatic spot welding system for battery pack
An automatic spot welding and gantry technology, applied in resistance welding equipment, welding equipment, metal processing equipment, etc., can solve the problems of high welding labor intensity, unreliable welding, enterprise loss, etc., to improve the efficiency and quality of spot welding, Reduce the labor intensity of workers, increase the number of installations and the effect of
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
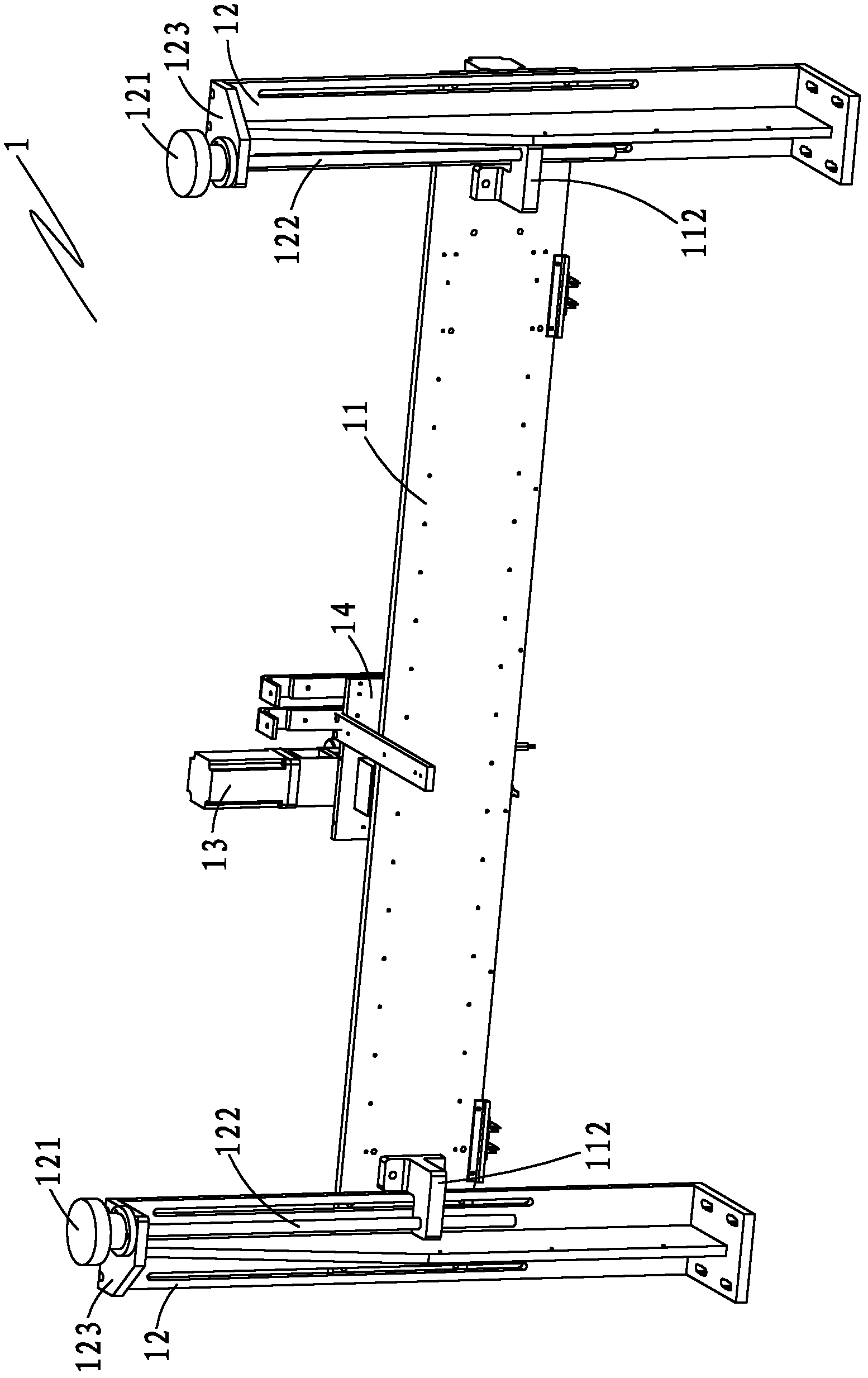
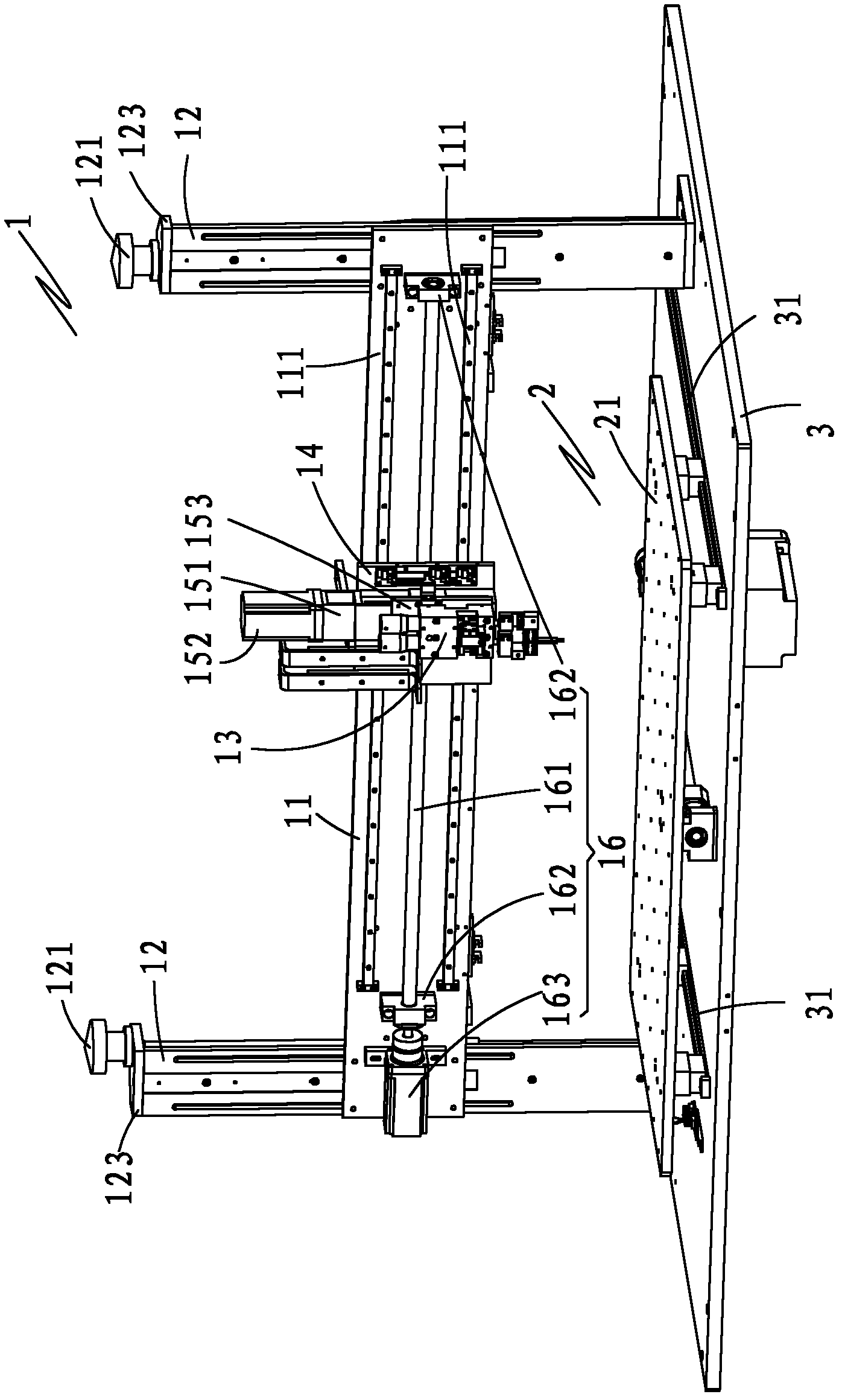
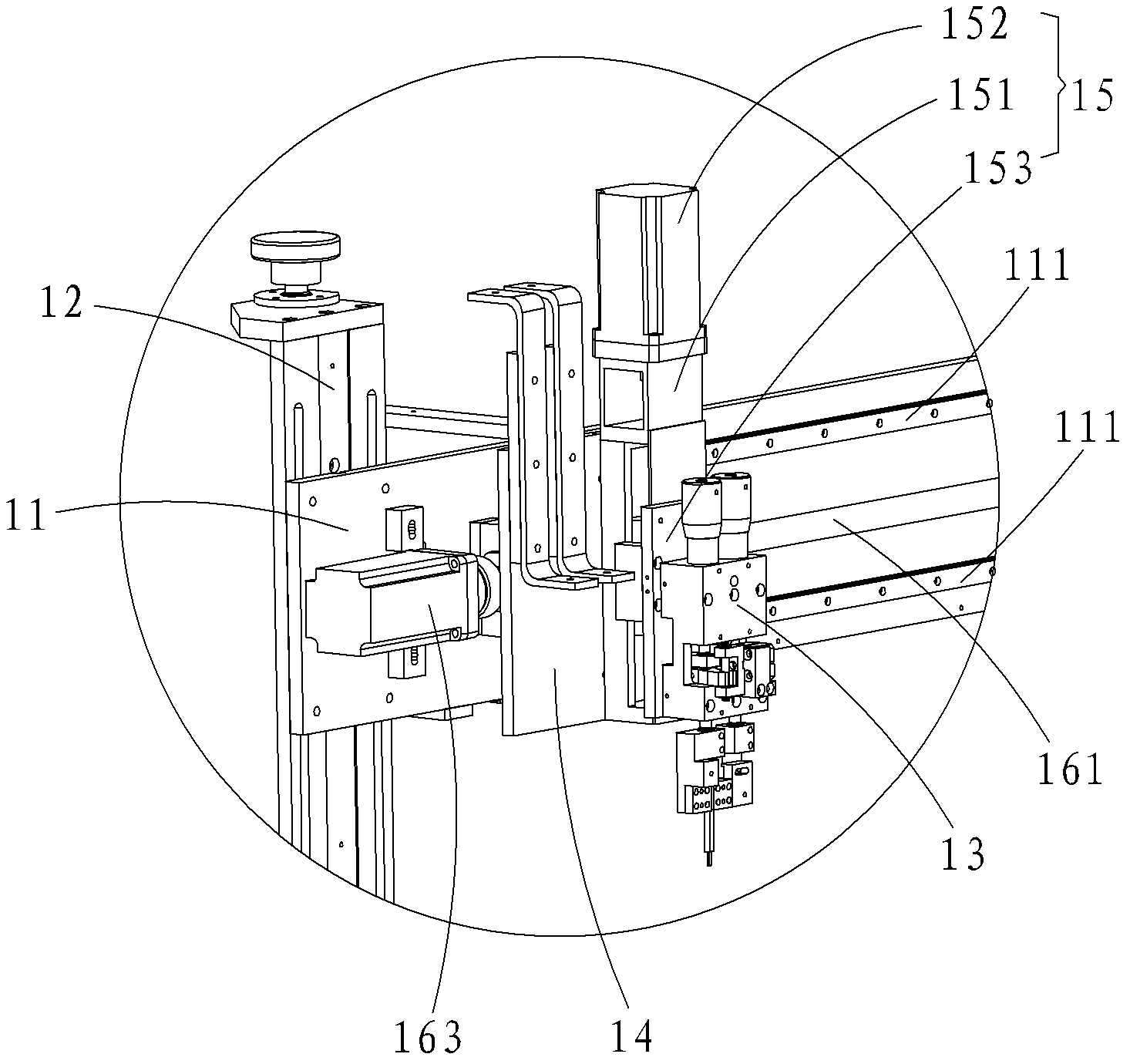
[0021] see figure 1 and figure 2 As shown, a gantry type automatic spot welding system for a battery pack of the present invention includes a spot welding device 1 and a spot welding fixture fixture 2 ( figure 1 The middle spot welding fixture fixture is not drawn); Described spot welding device 1 comprises crossbeam 11, one group is arranged side by side relatively and is used for regulating the column 12 of described crossbeam 11 height, spot welding mechanism 13, is used to fix described point The X-axis slide table 14 of the welding mechanism 13, the Y-axis motion mechanism 15 that moves the spot welding mechanism 13 laterally, and the X-axis motion mechanism 16 that makes the X-axis slide table 14 laterally move; the bottom of the beam 11 is arranged in parallel There are two guide rails 111, and a group of symmetrical beam fixing seats 112 are arranged on the surface of the beam 11, and the two beam fixing seats 112 are respectively slidably embedded in the column 12 t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More