

Method for controlling opening degree of rough rolling edger during rolling of tapered slab
A technology of vertical roll mill and opening degree, which is applied in the direction of rolling force/roll gap control, etc., can solve the problems of lengthening, poor slab effect, etc., achieve the goal of no manual intervention, speed up logistics turnover, and reduce production costs Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0026] Below in conjunction with specific embodiment, further illustrate the present invention. It should be understood that these examples are only used to illustrate the present invention and are not intended to limit the scope of the present invention. In addition, it should be understood that after reading the content of the present invention, those skilled in the art may make various changes or modifications to the present invention, and these equivalent forms also fall within the scope defined by the appended claims of the present application.
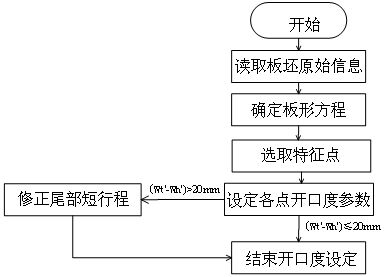
[0027] Such as figure 1 Shown, a rough rolling vertical roll mill opening control method when rolling a tapered slab, comprising the following steps:
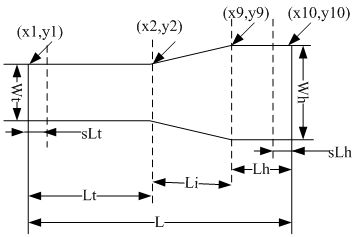
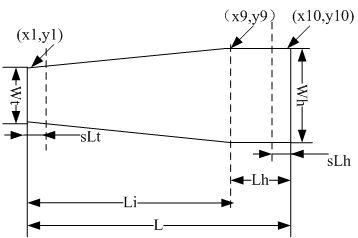
[0028] Step 1, such as figure 2 , 3 , Shown in 4, 5, slab is divided into three sections, are respectively head parallel section, middle inclined section and afterbody parallel section, and head parallel section width is greater than tail section parallel section width;
[00...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More