

Production process for rubber foam material by means of compression molding
A production process and technology of foaming materials, applied in the production process of rubber products, can solve the problems of unpre-crosslinking degree elucidation and quantification, and achieve the effects of reducing weight, improving use efficiency and reducing production costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1-6
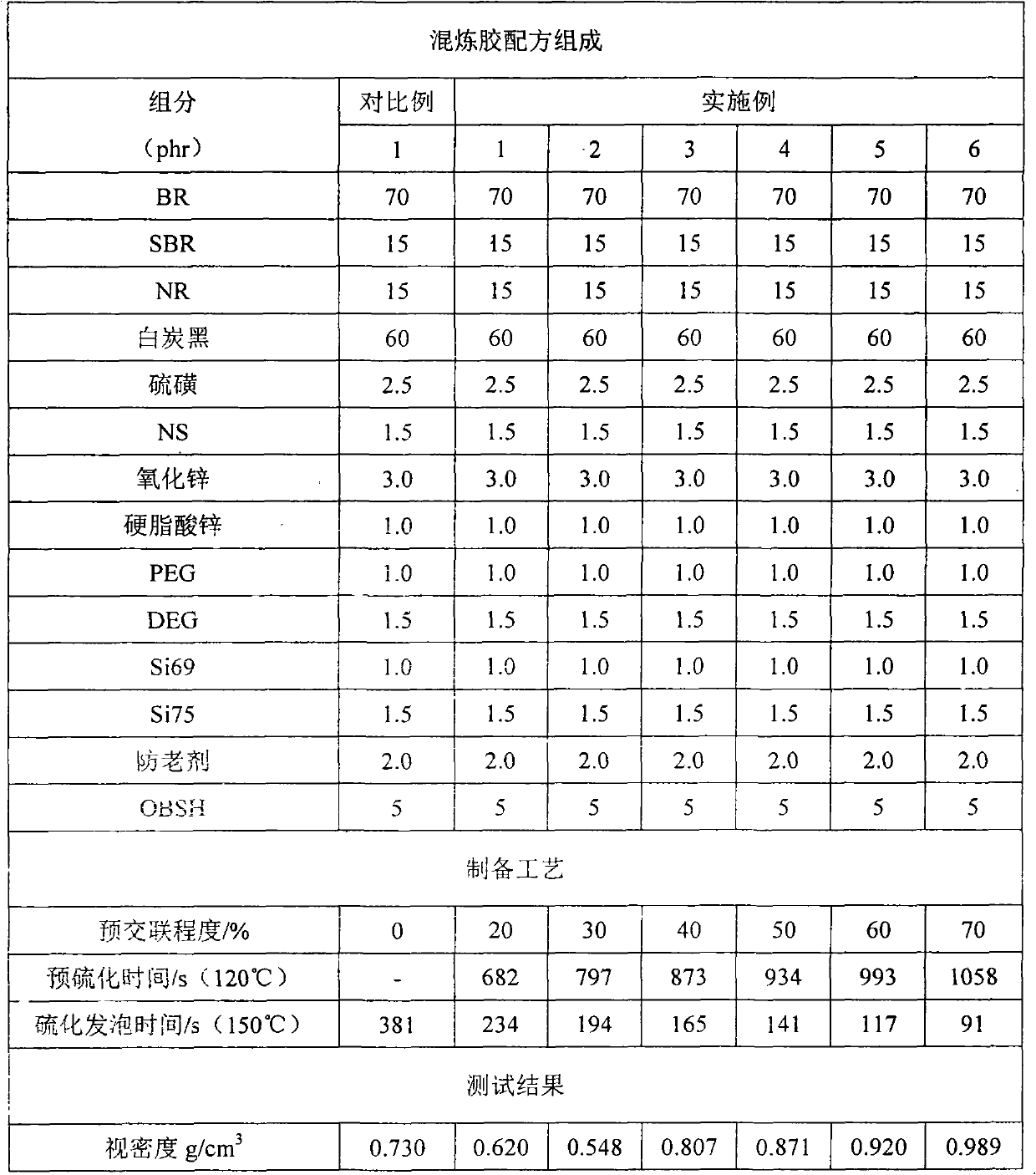
[0027] Examples 1-6: Comparison of the effects of different pre-crosslinking degrees on rubber molding foaming.
[0028] The mixing process of the rubber compound: the preparation and performance test results of the rubber foam materials of Comparative Example 1 and Examples 1-6 are shown in Table 1. According to the ratio of raw materials in Table 1, plasticize NR and SBR in the range of 40-50°C respectively with an open mill, and adjust the roller distance of the open mill to 2-3 mm to make it reach a certain degree of plasticity. Standby; adjust the roller distance of the open mill to 1mm, then knead BR, add SBR in turn after wrapping the rolls, and make triangular bags 3 to 5 times after NR is evenly mixed, add reinforcing agent, oxidation Zinc, zinc stearate, PEG, DEG, coupling agent, naphthenic oil, foaming agent OBSH, anti-aging agent and accelerator. After the rubber is mixed and mixed, the temperature of the mixing roller is controlled at 50 ° C ~ 60 ° C Within the r...
example 7~8
[0031] Examples 7-8: Comparing the influence of different foaming agents on rubber molding foaming in one-step method and two-step method.
[0032] The preparation and performance test results of the rubber foam materials of Comparative Examples 1-3 and Examples 7-8 are shown in Table 2. According to the ratio of raw materials in Table 2, the mixing process of the rubber compound is the same as in Examples 1-6. Comparative examples 1 to 3 adopt a one-step molding method, and the process conditions are 150°C×T 90 , Embodiment 7~8 adopts quantitative pre-vulcanization molding method, the condition of the first step pre-vulcanization is 120 ℃ × T 30 (the time corresponding to the degree of pre-crosslinking being 30%), the vulcanization condition of the second step molding method is 150 ℃ × (T 90 -T 30 ), to prepare rubber molded foam materials with different foaming agents. It can be seen from Table 2 that compared with the foamed material without pre-crosslinking, the foamin...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More