

Preparation method of plane thin-wall casting
A thin-walled casting and flat technology, which is applied to casting molding equipment, molds, mold components, etc., can solve the problems of difficult production of flat thin-walled castings, and achieve the effect of easy popularization and application, easy control of quantity and cost saving.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
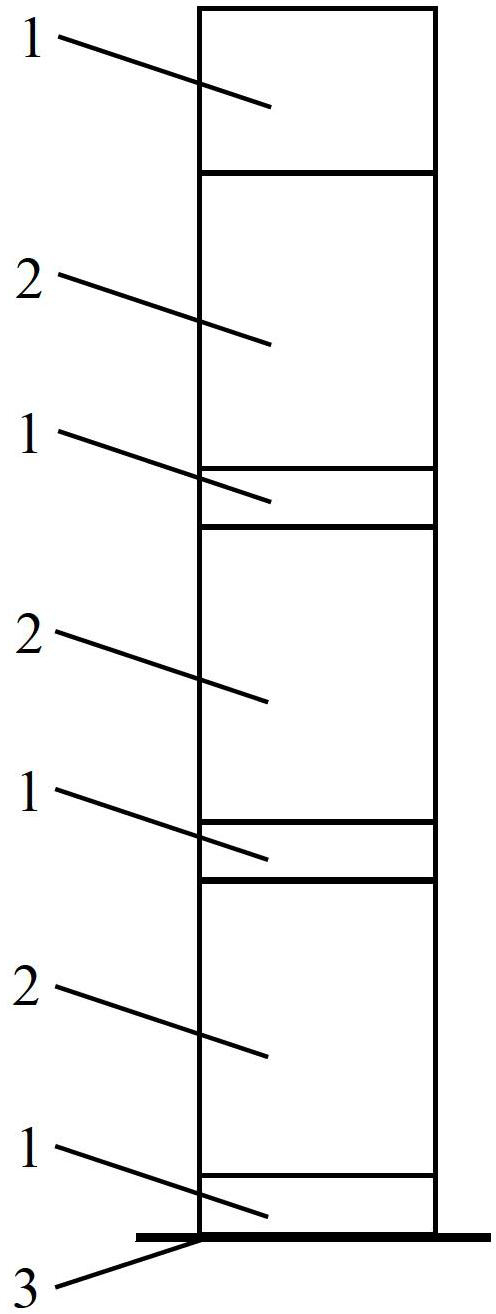
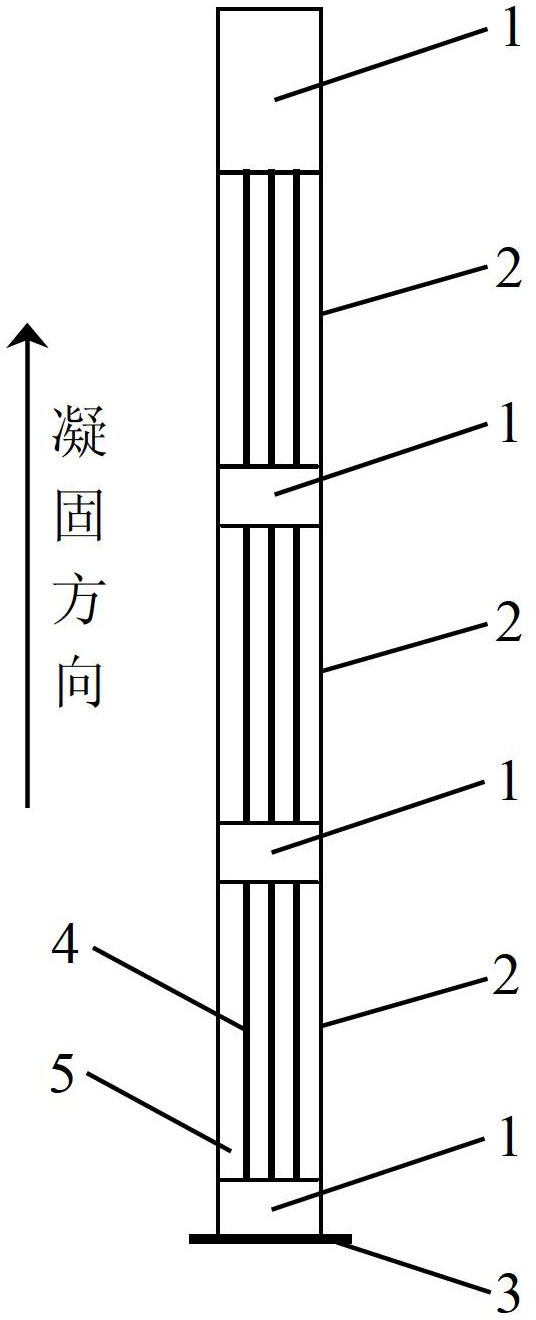
[0029] Choose Al 2 o 3 For the ceramic sheet with a content of 99wt%, according to the wax pattern module assembly method shown in Figure 1, the ceramic sheet-stencil group is assembled into a wax pattern module to make a ceramic mold shell. Use a vacuum induction furnace to remelt the DZ125 master alloy (the alloy composition is shown in Table 1). After the alloy is refined, pour it into the mold shell. The pouring temperature should be 1520 ° C. The alloy melt is still in the mold shell for 5 minutes, and then the mold shell is pulled down at a uniform speed. , the pull-down speed is 6mm / min. After solidification, the cooled mold shell is kept in a muffle furnace at 800°C for 2 hours to relieve stress, and then cooled to room temperature with the furnace before the shell can be cleaned to obtain the required casting.
[0030] The ceramic sheet-stencil group of thin-walled castings with a thickness of 0.2mm and the macroscopic appearance such as figure 2 as shown, figure ...
Embodiment 2
[0032] Choose Al 2 o 3 For ceramic sheets with a content of more than 99wt%, according to the wax pattern module assembly method shown in Figure 1, the wax plate 1 between the ceramic sheet-stencil group and the water cooling plate is replaced with three seed crystals of the required orientation. Formwork for pre-embedded seed crystals. Use a vacuum induction furnace to remelt the SRR99 master alloy (the alloy composition is shown in Table 1). After the alloy is refined, it is poured into the mold shell. The pouring temperature should be 1550 ° C. The alloy melt is still in the mold shell for 5 minutes, and then the mold shell is pulled down at a uniform speed. , the pull-down speed is 6mm / min. After solidification, the cooled mold shell is kept in a muffle furnace at 800°C for 2 hours to relieve stress, and then cooled to room temperature with the furnace before the shell can be cleaned to obtain the required casting.
[0033] The morphology of three-crystal thin-walled ca...
Embodiment 3
[0035] Choose Al 2 o 3 For ceramic sheets with a content of more than 99wt%, according to the wax pattern module assembly method shown in Figure 1, replace the medium-temperature wax block between the ceramic sheet-stencil group and the water cooling plate with a single seed crystal or a crystal selector with the desired orientation , to make a mold shell. Use a vacuum induction furnace to remelt the DD5 master alloy (the alloy composition is shown in Table 1). After the alloy is refined, pour it into the mold shell. The pouring temperature should be 1550 ° C. The alloy melt is still in the mold shell for 5 minutes, and then the mold shell is pulled down at a uniform speed. , the pull-down speed is 6mm / min. After solidification, the cooled mold shell is kept in a muffle furnace at 800°C for 2 hours to relieve stress, and then cooled to room temperature with the furnace before the shell can be cleaned to obtain the required casting.
[0036] The morphology of the 0.5mm thick...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More