

Aluminum alloy plate and production process thereof
A technology of aluminum alloy plate and production process, which is applied in metal rolling and other directions, can solve the problems of residual stress distribution change, large residual stress, and aluminum alloy plate warping, etc., and achieve the effect of excellent room temperature stability and low residual stress level
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
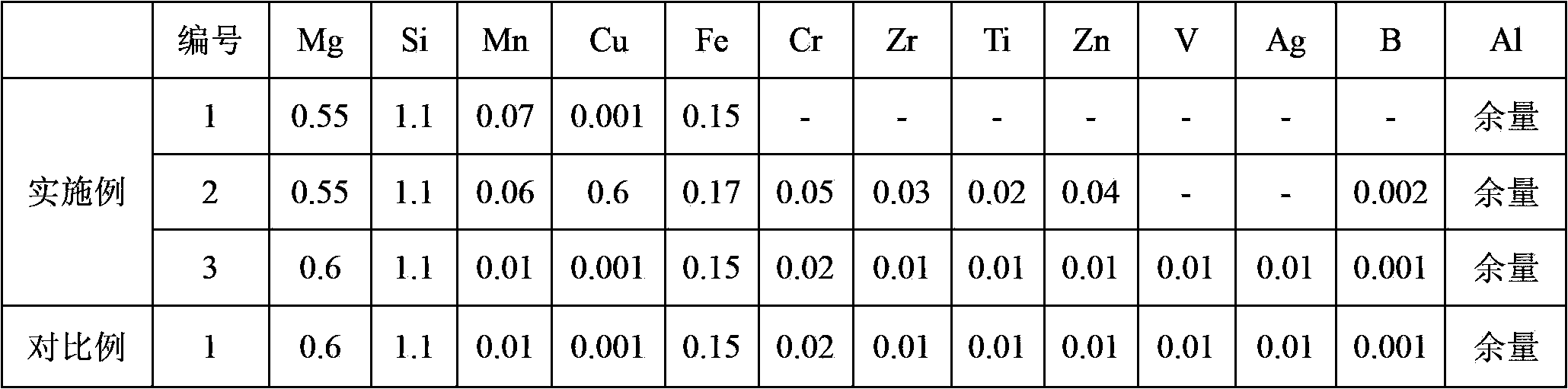
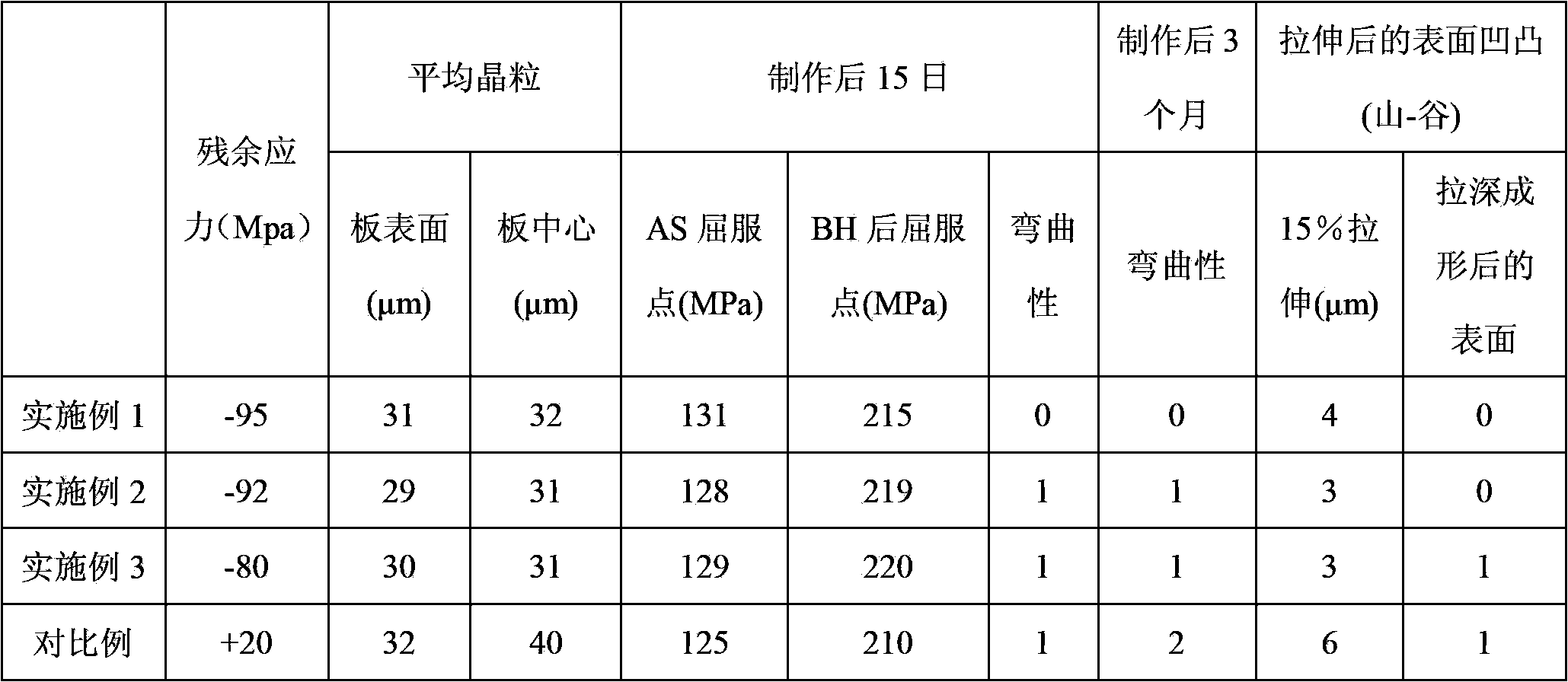
[0123] An Al alloy ingot with a thickness of 500 mm, a width of 2000 mm, and a length of 7 m as shown in Table 1 was used for melting according to the DC casting method. These ingots were soaked twice. After performing the homogenization heat treatment under the condition of 550° C.×4 hr, without cooling, the rough rolling of hot rolling was performed directly from the temperature.
[0124] In the above two times of soaking, the homogenization heat treatment was carried out under the condition of 550° C.×4 hr. After the homogenization heat treatment, the ingot was forcibly air-cooled in the soaking furnace by a fan at a cooling rate of 60° C. / hr to Temperatures below 200°C. Then, it heated again to 350 degreeC, and started the rough rolling of hot rolling at this temperature. Hot rolling was carried out to a thickness of 2.5 mm, that is, rough rolling was performed for 9 minutes, followed by finish rolling to obtain a hot-rolled sheet having a thickness of 2.5 mm. The finis...
Embodiment 2
[0128] An Al alloy ingot with a thickness of 500 mm, a width of 2000 mm, and a length of 7 m as shown in Table 1 was used for melting according to the DC casting method. These ingots were soaked twice. After performing the homogenization heat treatment under the condition of 550° C.×4 hr, without cooling, the rough rolling of hot rolling was performed directly from the temperature.
[0129] In the above two times of soaking, the homogenization heat treatment was carried out under the condition of 550° C.×4 hr. After the homogenization heat treatment, the ingot was forcibly air-cooled in the soaking furnace by a fan at a cooling rate of 60° C. / hr to Temperatures below 200°C. Then, it heated again to 520 degreeC, and started the rough rolling of hot rolling at this temperature. It was hot-rolled to a thickness of 2.5 mm, that is, hot-rolled rough rolling for 10 minutes, and then finish rolling to obtain a hot-rolled sheet with a thickness of 2.5 mm. The finish temperature of ...
Embodiment 3
[0133] An Al alloy ingot with a thickness of 500 mm, a width of 2000 mm, and a length of 7 m as shown in Table 1 was used for melting according to the DC casting method. These ingots were soaked twice. After performing the homogenization heat treatment under the condition of 550° C.×4 hr, without cooling, the rough rolling of hot rolling was performed directly from the temperature.
[0134] In the above two times of soaking, the homogenization heat treatment was carried out under the condition of 550° C.×4 hr. After the homogenization heat treatment, the ingot was forcibly air-cooled in the soaking furnace by a fan at a cooling rate of 60° C. / hr to Temperatures below 200°C. Then, it heated again to 500 degreeC, and started the rough rolling of hot rolling at this temperature. Hot rolling was carried out to a thickness of 2.5 mm, that is, hot rolling was performed for 8 minutes of rough rolling, followed by finish rolling to obtain a hot-rolled sheet having a thickness of 2.5...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield point | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| yield point | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More