

Low temperature and low pressure BMC (Bulk Molding Compound) material, preparation method thereof and purpose thereof
A low-temperature, low-pressure, low-shrinkage additive technology, applied in the field of BMC materials, low-temperature and low-pressure BMC materials, preparation, can solve the problems of harsh molding conditions, cost waste, energy waste, etc., to shorten the curing time and maintain the effect of fluidity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
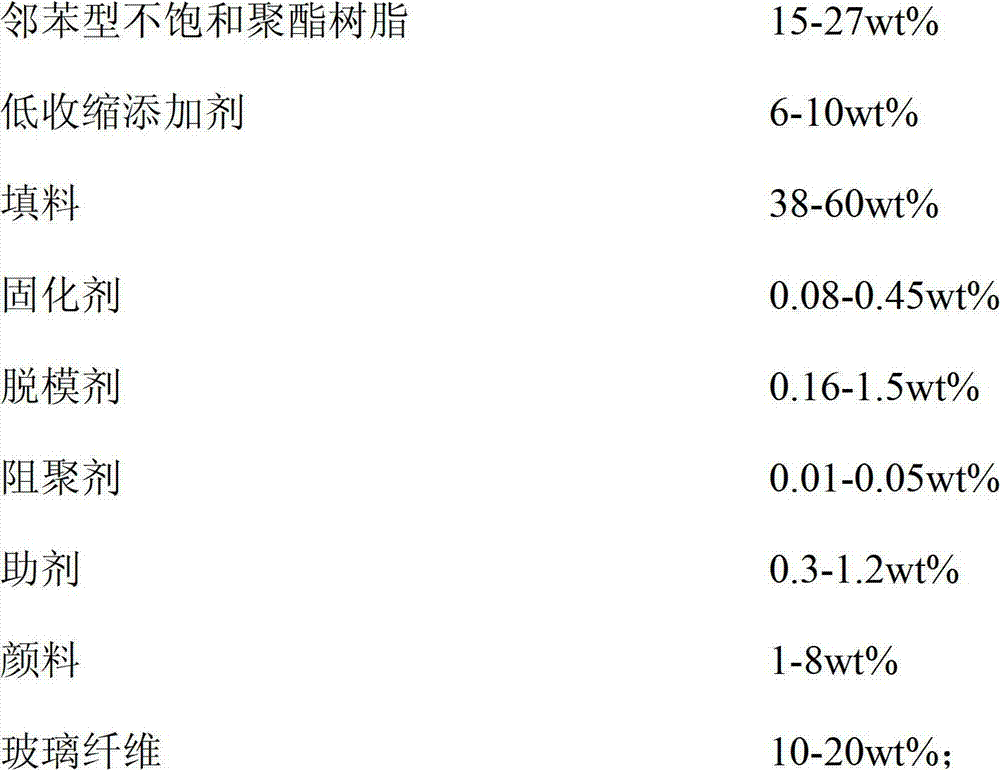
[0080] A BMC material comprises the following components by mass percentage:
[0081]
[0082] The preparation method is:
[0083] (1) Stir the unsaturated resin, low shrinkage additive, auxiliary agent, curing agent and polymerization inhibitor in the disperser for 20 minutes;
[0084] (2) Add release agent and pigment to the mixture obtained in step (1) and stir for 20 minutes at a speed of 1000 rpm to obtain a resin paste;
[0085] (3) Put the filler into the kneader, stir for 3 minutes, and the speed is 3000 rpm;
[0086] (4) Add the resin paste obtained in step (2) into the kneader described in step (3), and stir for 3 minutes; then add 10% of the glass fiber in the formula and stir together, and then add the remaining glass fiber to stir and disperse, the material manufacture complete.
Embodiment 2
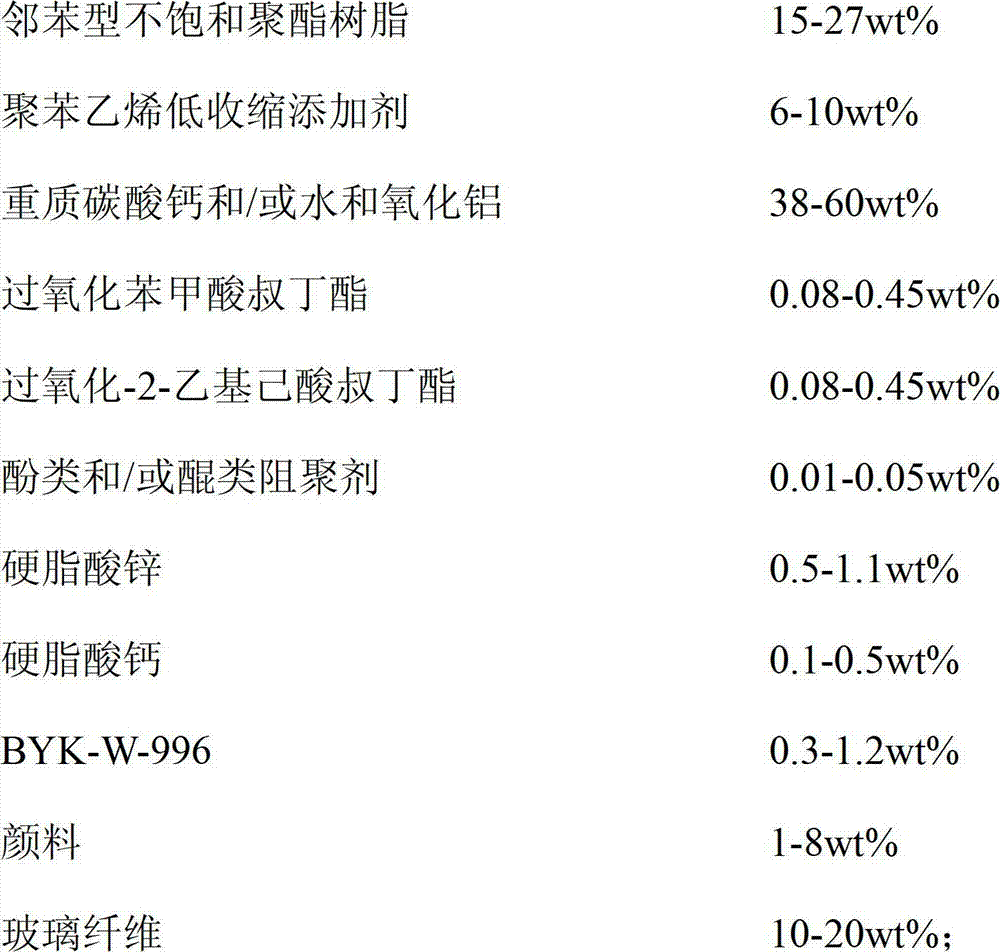
[0088] A BMC material comprises the following components by mass percentage:
[0089]
[0090] The preparation method is:
[0091] (1) Stir the unsaturated resin, low shrinkage additive, auxiliary agent, curing agent and polymerization inhibitor in the disperser for 3 minutes;
[0092] (2) Add release agent and pigment to the mixture obtained in step (1) and stir for 3 minutes at a speed of 3000 rpm to obtain a resin paste;
[0093] (3) Add the filler into the kneader, stir for 20 minutes, and rotate at 1000 rpm;
[0094] (4) Add the resin paste obtained in step (2) into the kneader described in step (3), and stir for 20 minutes; then add 10% of the glass fiber in the formula and stir together, and then add the remaining glass fiber to stir and disperse, the material manufacture complete.
Embodiment 3
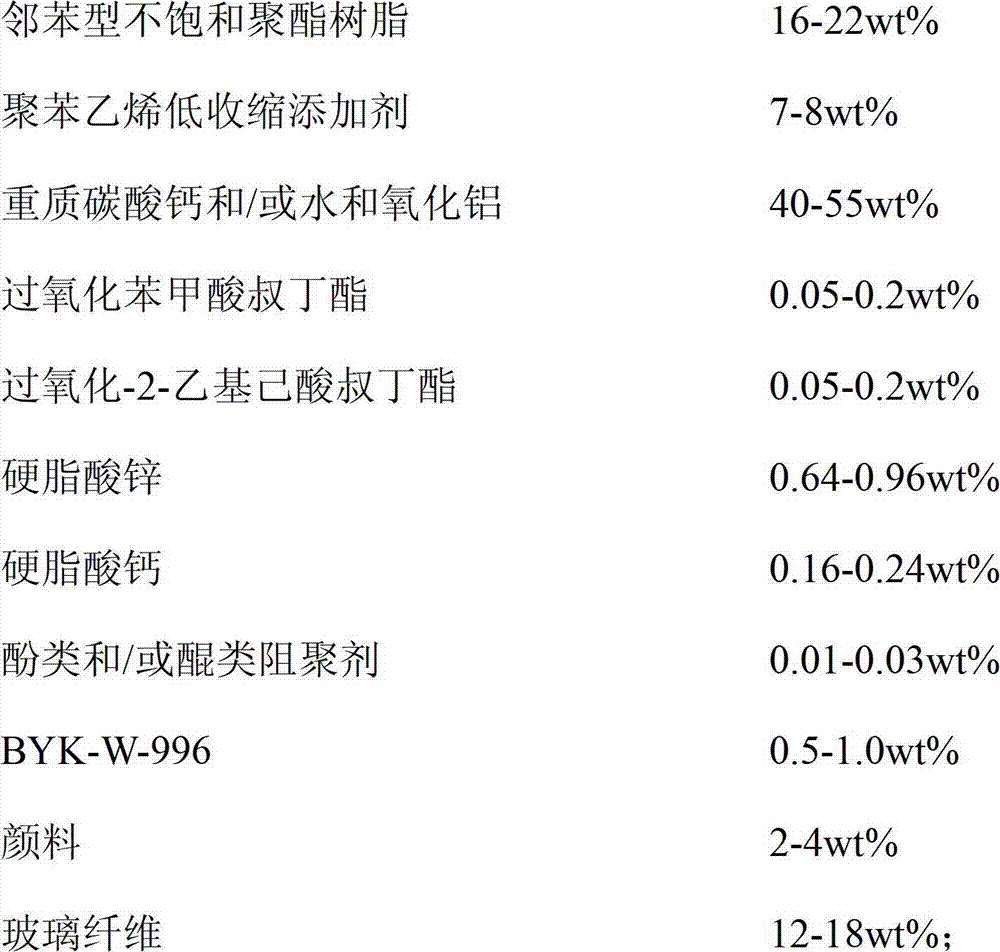
[0096] A low-temperature and low-pressure BMC material includes the following components by mass percentage:
[0097]
[0098] The preparation method is:
[0099] (1) Stir the unsaturated resin, low-shrinkage additive, auxiliary agent, curing agent, and polymerization inhibitor in the disperser for 6 minutes;
[0100] (2) Add release agent and pigment to the mixture obtained in step (1) and stir for 4 minutes at a speed of 1800 rpm to obtain a resin paste;
[0101] (3) Add the filler into the kneader, stir for 5 minutes, and rotate at 2000 rpm;
[0102] (4) Add the resin paste obtained in step (2) into the kneader described in step (3), and stir for 12 minutes; then add 10% of the glass fiber in the formula and stir together, and then add the remaining glass fiber to stir and disperse, the material manufacture complete.
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size (mesh) | aaaaa | aaaaa |
| particle diameter | aaaaa | aaaaa |
| viscosity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More