

Method for producing high magnetic induction orientation silicon steel with excellent magnetic performance and good bottom layer
A technology of high magnetic induction orientation and production method, which is applied in the production of high magnetic induction oriented silicon steel and the field of high magnetic induction oriented silicon steel with good bottom layer, to achieve the effect of improving the quality of the bottom layer and appropriate thickness of the bottom layer
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
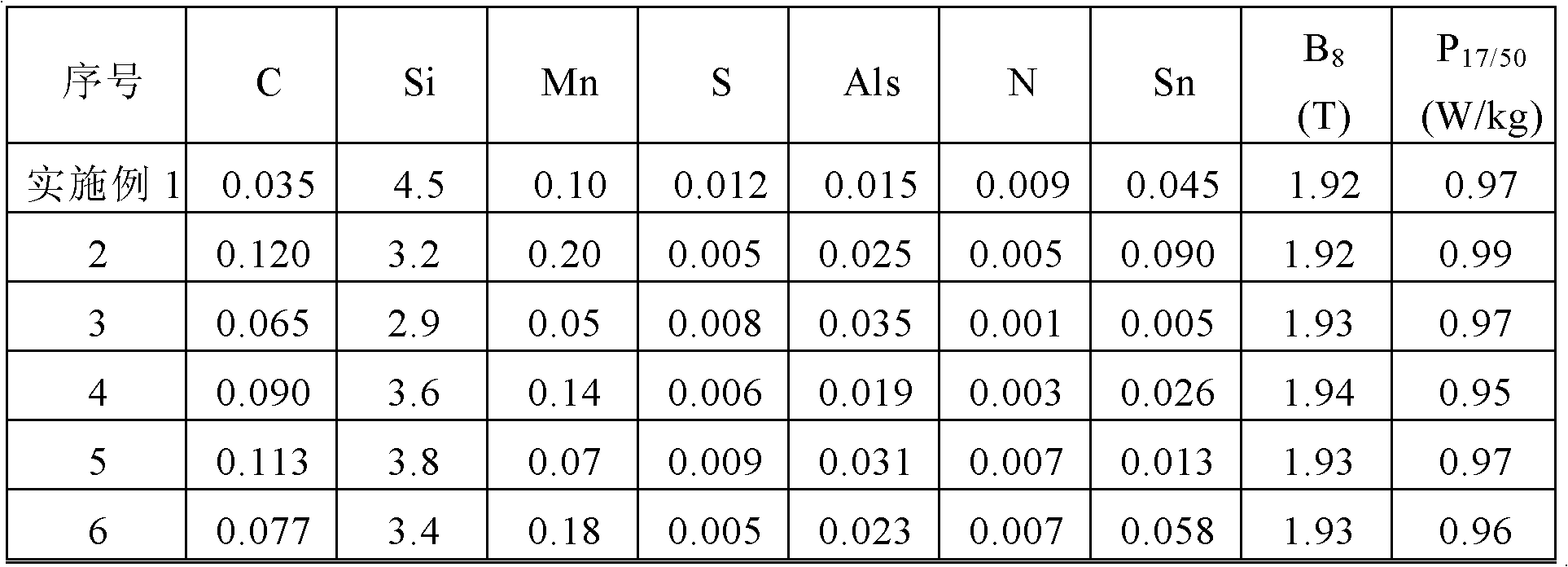
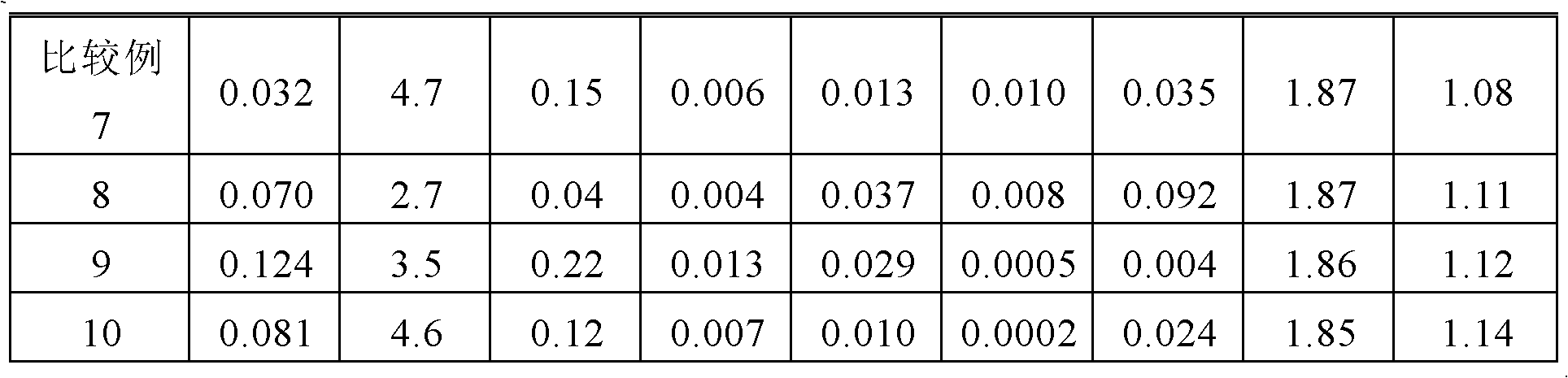
[0046] Smelt and cast according to the chemical composition described in Table 1. The slabs with different components were heated at 1150°C and then hot-rolled to a hot-rolled plate with a thickness of 2.3 mm. Two-stage normalization was adopted for the hot-rolled sheet: (1120°C×15sec)+(870°C×150sec), followed by cooling at a rate of -20°C / sec. After pickling, it is cold rolled to a finished product thickness of 0.30mm. Decarburization annealing is carried out under the conditions of decarburization annealing temperature rise rate 25°C / s, decarburization temperature 845°C×135s, and decarburization dew point 67°C, so that the [C] content in the steel plate is reduced to below 30ppm. Nitriding annealing process: 780℃×30sec, oxidation degree PH 2 O / PH 2 is 0.045, NH 3 The dosage is 3.5%, and the infiltration [N] content is 170ppm. After coating the release agent with MgO as the main component, in the atmosphere of 100% H 2 , The dew point is -10°C, and the temperature is 12...
Embodiment 2
[0052] The components and weight percentages of oriented silicon steel slabs are Si: 3.25%, C: 0.070%, S: 0.008%, Als: 0.023%, N: 0.005%, Mn: 0.15%, Sn: 0.04%, and the rest are Fe and unavoidable impurities. The different hot rolling process conditions are shown in Table 2 below. For the 2.3mm hot-rolled plate, two-stage normalization is adopted: (1110°C×10sec)+(900°C×120sec), followed by cooling at a rate of -20°C / sec. Then it is pickled and cold-rolled to a finished product thickness of 0.30mm. Decarburization annealing is carried out under the conditions of decarburization annealing temperature rise rate of 25°C / s, decarburization temperature of 840°C×125s, and decarburization dew point of 70°C, so as to reduce the [C] content in the steel plate to below 30ppm. Nitriding annealing process: 800℃×30sec, oxidation degree PH 2 O / PH 2 is 0.095, NH 3 The dosage is 1.5%, and the infiltration [N] content is 210ppm. After coating the release agent with MgO as the main componen...
Embodiment 3
[0057] The components and weight percentages of oriented silicon steel slabs are Si: 3.25%, C: 0.070%, S: 0.008%, Als: 0.023%, N: 0.005%, Mn: 0.15%, Sn: 0.04%, and the rest are Fe and unavoidable impurities. The slab was heated at 1120° C., and hot-rolled to a hot-rolled plate with a thickness of 2.5 mm. The different two-stage normalization processes are shown in Table 3 below. After the normalized plate is pickled, it is cold-rolled to a finished product thickness of 0.30mm. Then decarburization annealing is carried out at a heating rate of 30°C / sec, a decarburization temperature of 840°C×130s, and a decarburization dew point of 65°C. After coating the release agent with MgO as the main component, perform high-temperature annealing for 20 hours under the conditions of 100% H2 atmosphere, -10°C dew point, and 1200°C temperature. After uncoiling, the magnetic properties of the finished product are shown in Table 3 after coating with insulating coating and stretching and lev...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More