

Medium- and finish-rolling pass structure for four-strand slitting in continuous rolling of phi12 deformed bars
A technology of finishing pass and four-slicing, applied in metal rolling, metal rolling, metal rolling stand, etc., can solve the problem of inability to achieve ∮12mm screw four-segment rolling.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0014] The present invention will be further described through the embodiments below in conjunction with the accompanying drawings.
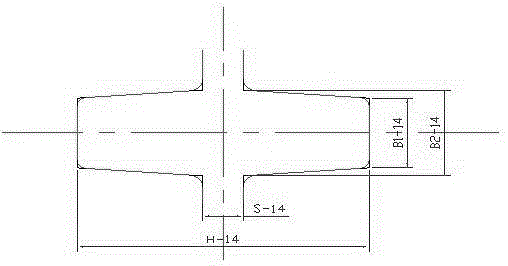
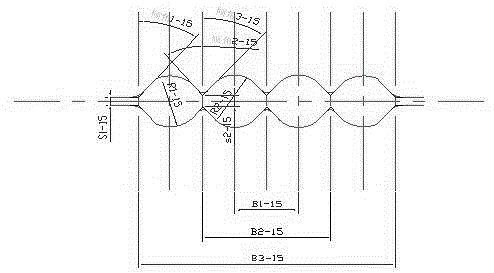
[0015] A bar continuous rolling ∮12 snail four-segment intermediate rolling and finishing rolling pass structure, the middle rolling mill 7﹟ to 10﹟ racks share the roll pass; when rolling four-segment Ф12mm screw, 10﹟ rolling mill exports steel The material size is ∮45mm, the 11﹟ stand rolling mill is flat roll without hole rolling, the 12﹟ vertical roll mill is empty; vertical box type, 15﹟ frame flat roll mill is pre-slit pass, 16﹟ frame vertical-horizontal conversion is flat roll split pass, 17﹟ flat roll mill is flat elliptical pass, 18﹟ frame Rolling mill vertical-horizontal conversion to flat roll finished pass.
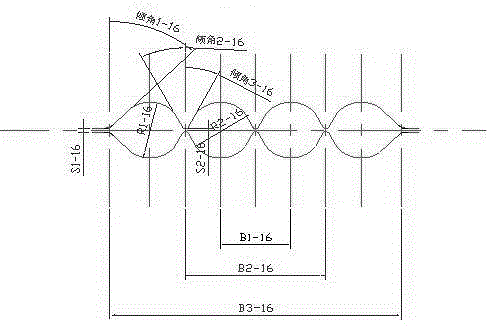
[0016] The pass of the 15﹟ frame pre-splitting mill of the finishing mill is the pass of the middle two lines, and the pass of the two sides is compared with the pass of the two sides: the side wall inclination of the two li...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More