

Punch forming method of thin-wall end socket
A stamping forming and sealing head technology, which is applied to other household appliances, household appliances, applications, etc., can solve the problems of difficult forming of thin-walled heads, large size of lining heads, and difficulty in forming, and achieves novel technology, The effect of high product quality and short molding cycle
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
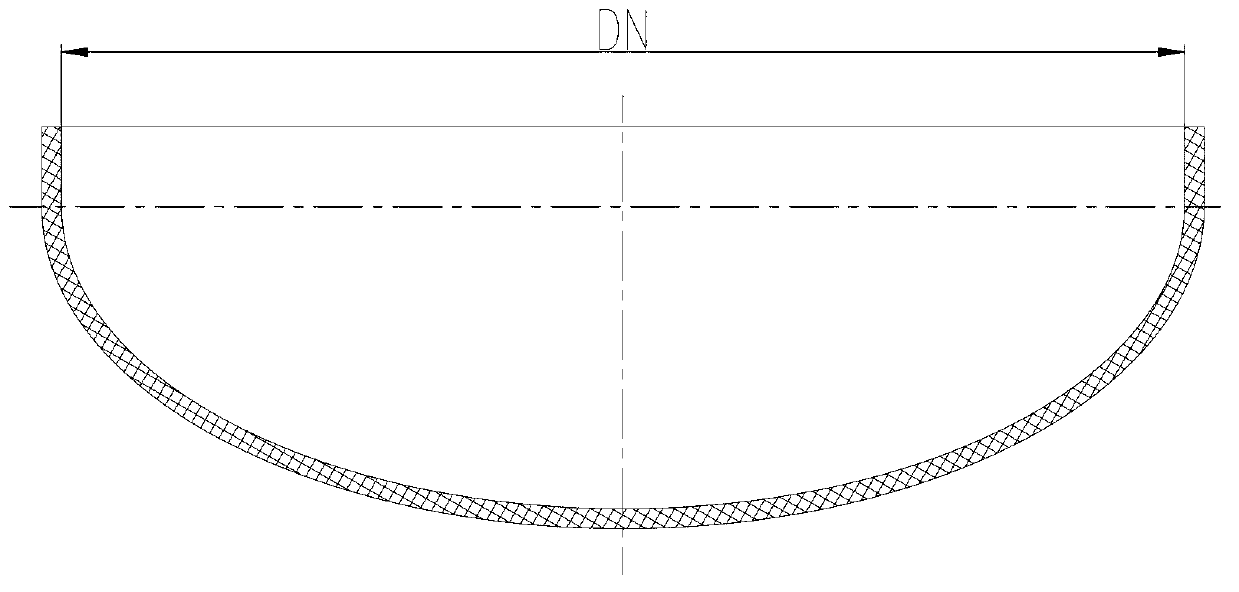
[0042] The material of the thin-walled head in this embodiment is pure titanium, the cross-sectional shape is oval, the nominal diameter is DN800mm, and the wall thickness is 1mm.
[0043] The stamping method of the thin-walled head of the present embodiment includes the following steps:
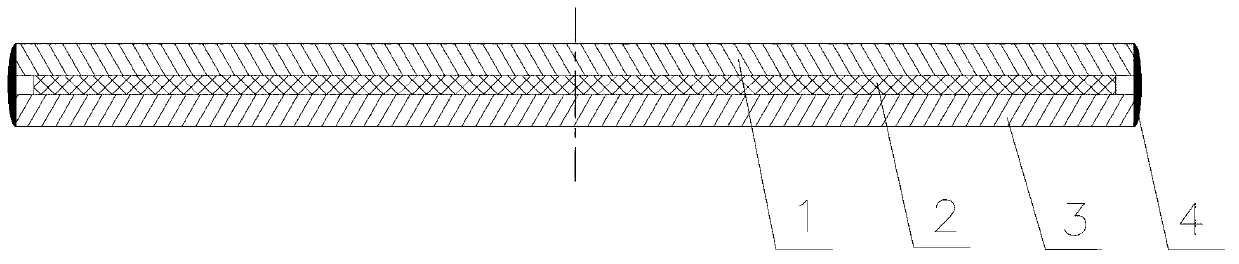
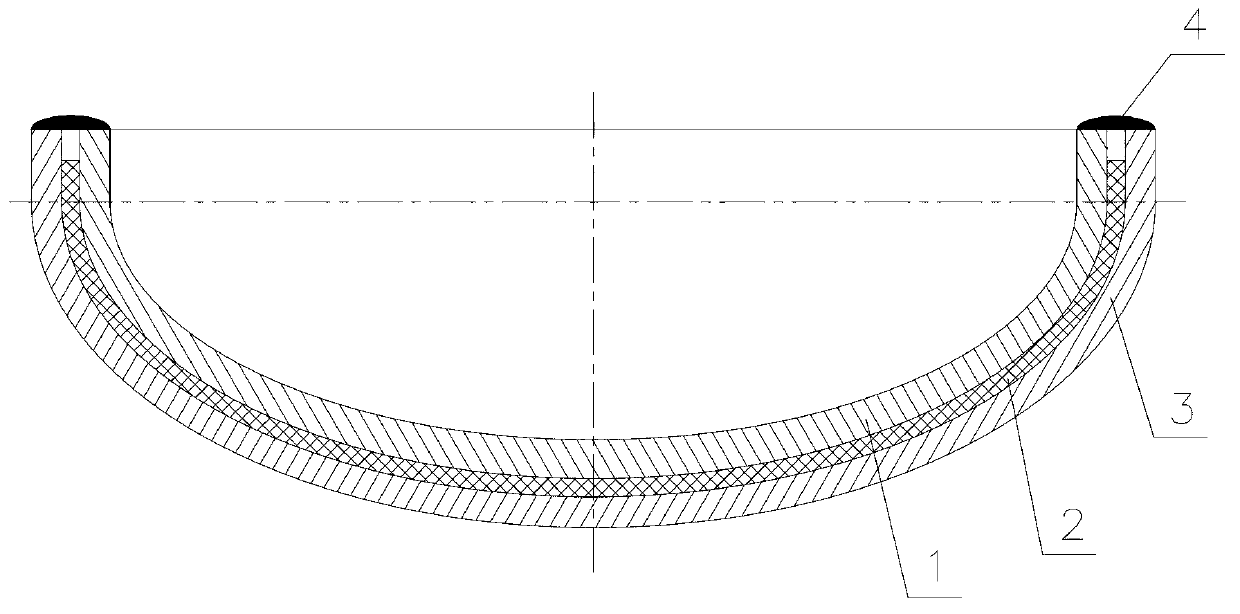
[0044] Step 1. According to the material and size of the thin-walled head to be stamped and formed, select the TA2 pure titanium whole plate and cut it to obtain the whole head plate 2 without welds, and then according to the size of the head plate 2 Q345R The steel plate is cut to obtain an upper steel plate 1 and a lower steel plate 3; the head plate 2, the upper steel plate 1 and the lower steel plate 3 are all circular plates, and the diameters of the upper steel plate 1 and the lower steel plate 3 are all larger than the diameter of the head plate 2. The diameter is 10mm larger; the thickness of the upper steel plate 1 and the lower steel plate 3 are both 6mm;
[0045] Step 2. Stack th...
Embodiment 2
[0051] The material of the thin-walled head in this embodiment is pure tantalum, the section shape is hemispherical, the nominal diameter is DN600mm, and the wall thickness is 0.5mm.
[0052] The stamping forming method of the thin-walled head of the present embodiment includes the following steps:
[0053] Step 1. According to the material and size of the thin-walled head to be stamped and formed, select a Ta1 pure tantalum tailor welded blank and cut it to obtain a head plate 2 with a tailor welded seam, and then according to the size of the head plate 2 The steel plate is cut to obtain the upper steel plate 1 and the lower steel plate 3; the head plate 2, the upper steel plate 1 and the lower steel plate 3 are all circular plates, and the diameters of the upper steel plate 1 and the lower steel plate 3 are all larger than the head plate 2 The diameter of the steel plate is 30mm larger; the thickness of the upper steel plate 1 is 6mm, and the thickness of the lower steel pla...
Embodiment 3
[0060] The material of the thin-walled head in this embodiment is pure zirconium, the cross-sectional shape is a spherical crown, the nominal diameter is DN300mm, and the wall thickness is 2mm.
[0061] The stamping forming method of the thin-walled head of the present embodiment includes the following steps:
[0062] Step 1. According to the material and size of the thin-walled head to be stamped and formed, select the R60702 pure zirconium whole plate and cut it to obtain the whole head plate 2 without welds, and then align the steel plate according to the size of the head plate 2 Carry out cutting, obtain upper layer steel plate 1 and lower layer steel plate 3; Described head plate 2, upper layer steel plate 1 and lower layer steel plate 3 are all circular plates, and the diameters of upper layer steel plate 1 and lower layer steel plate 3 are all larger than the diameter of head plate 2 15mm larger; the thickness of the upper steel plate 1 and the lower steel plate 3 are b...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More