

Technology for spraying Babbitt metal to bearing bush
A babbitt alloy and bearing bush technology, which is applied in the field of the bearing bush spraying babbitt alloy process, can solve the problems of reducing the performance of the babbitt alloy itself, affecting the safe operation and life of the equipment, poor bonding strength between the babbitt alloy and the bearing bush, etc. The effect of extended runs, consistent strength, and improved bond strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0023] The process of spraying Babbitt alloy on the bearing bush includes the following steps:
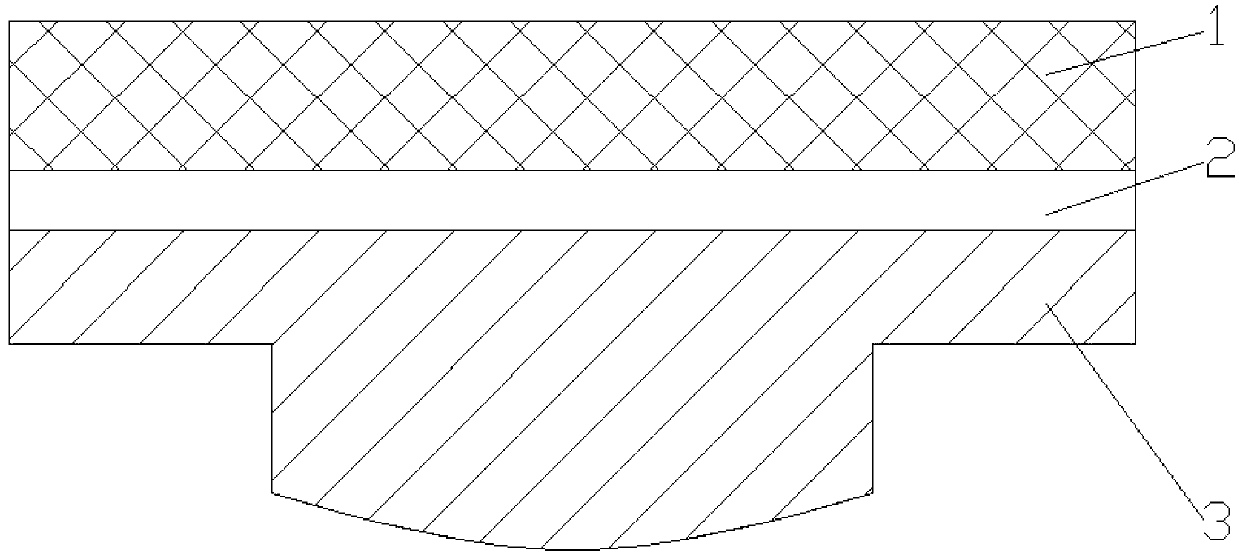
[0024] The bearing bush 3 is heated to 860 degrees Celsius and kept at a constant temperature for 8 hours, and the high temperature is used to remove stress and prevent the bearing bush 3 from deforming.
[0025] Stress Removal After the bearing bush 3 is cooled naturally, the bearing bush 3 is subjected to rough turning, and then the bearing bush 3 is heated to 800 degrees Celsius and kept at a constant temperature for 8 hours, and the hydrogen element is separated from the bearing bush 3 by using high temperature.
[0026] After the dehydrogenation treatment is completed, the bearing bush 3 is naturally cooled, and then the bearing bush 3 is subjected to finishing machining, so that the roughness of the joint surface between the inner hole of the bearing bush 3 and the babbitt alloy reaches 3.2 microns.
[0027] After the finish turning of the bearing bush 3 is completed, the sur...
Embodiment 2
[0031] The process of spraying Babbitt alloy on the bearing bush includes the following steps:
[0032] The bearing bush 3 is heated to 750 degrees centigrade and kept at a constant temperature for 12 hours, and the high temperature is used to remove stress and prevent the bearing bush 3 from deforming.
[0033] Stress removal After the bearing bush 3 is naturally cooled, the bearing bush 3 is subjected to rough turning, and then the bearing bush 3 is heated to 900 degrees Celsius and kept at a constant temperature for 6 hours, and the hydrogen element is separated from the bearing bush 3 by using high temperature.
[0034] After the dehydrogenation treatment is completed, the bearing bush 3 is naturally cooled, and then the bearing bush 3 is subjected to finishing machining, so that the roughness of the bonding surface between the inner hole of the bearing bush 3 and the babbitt alloy reaches 3.4 microns.
[0035] After the finish turning of the bearing bush 3 is completed, t...
Embodiment 3
[0039] The process of spraying Babbitt alloy on the bearing bush includes the following steps:
[0040] The bearing bush 3 is heated to 800 degrees Celsius and kept at a constant temperature for 10 hours, and the high temperature is used to remove stress and prevent the bearing bush 3 from deforming.
[0041] Stress removal After the bearing bush 3 is naturally cooled, the bearing bush 3 is subjected to rough turning, and then the bearing bush 3 is heated to 850 degrees Celsius and kept at a constant temperature for 7 hours, and the hydrogen element is separated from the bearing bush 3 by using high temperature.
[0042] After the dehydrogenation treatment is completed, the bearing bush 3 is naturally cooled, and then the bearing bush 3 is subjected to finishing machining, so that the roughness of the joint surface of the inner hole of the bearing bush 3 and the babbitt alloy reaches 3.0 microns.
[0043] After the finish turning of the bearing bush 3 is completed, the surface...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More