

Thermal treatment method for super-thick steel plate
A heat treatment method and a technology of extra-thick steel plates, which are applied in the field of heat treatment, can solve problems such as difficulty, large internal stress, and coarse surface layer, and achieve the effects of good quenching effect, uniform structure, and stable performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
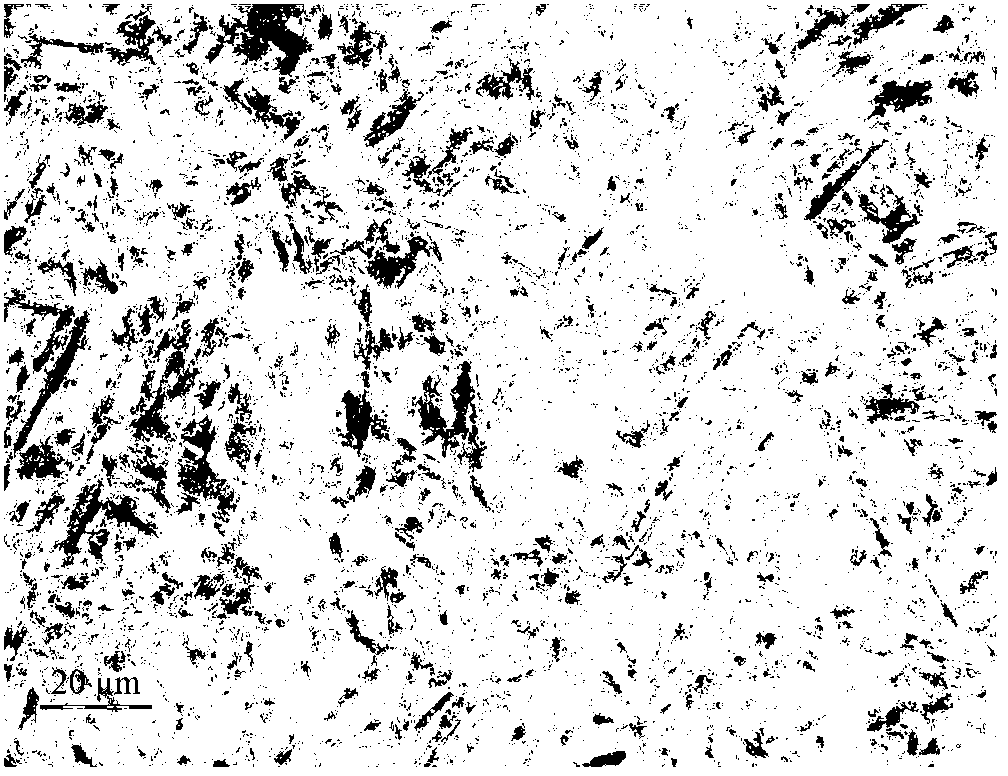
Embodiment 1
[0027] The production specification is thickness × width × length = 100mm × 2200mm × 12000mm alloy steel plate.
[0028] The chemical composition of the extra-thick alloy steel plate of the above specifications is calculated by weight percentage (wt%) as follows: C0.38wt%, Si0.25wt%, Mn0.50wt%, P0.018wt%, S0.010wt%, Cr1.20wt%, Mo0.28wt%, Als0.025wt%, the rest is Fe and unavoidable impurities. Adopt the technological process of shot blasting treatment→heating in quenching furnace→cooling after furnace.
[0029] 1) Shot blasting treatment
[0030] The diameter of the steel shot is 2.0mm, and the rotational speed of the projectile is 100m / s.
[0031] 2) heating
[0032] The heating temperature is set at 920°C, the heating rate is 1.3°C / mm, the heat preservation time is 30min, and the time in the furnace is 160min±5min.
[0033] 3) Cooling after furnace
[0034] The running speed of the steel plate in the high-pressure section of the quenching machine is 3.0m / min, and the tim...
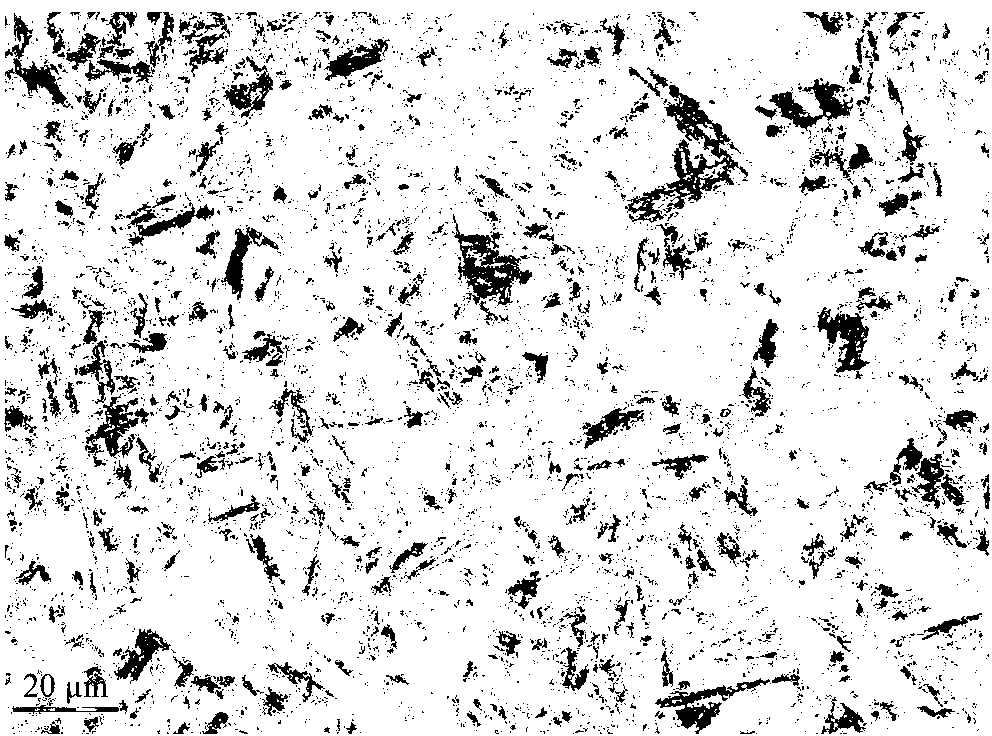
Embodiment 2
[0037] The production specification is thickness × width × length = 120mm × 2200mm × 9000mm alloy steel plate.
[0038]The chemical composition of the extra-thick alloy steel plate of the above specifications is calculated by weight percentage (wt%) as follows: C0.37wt%, Si0.23wt%, Mn0.55wt%, P0.015wt%, S0.008wt%, Cr1.30wt%, Mo0.25wt%, Als0.020wt%, the rest is Fe and unavoidable impurities. Adopt the technological process of shot blasting treatment→heating in quenching furnace→cooling after furnace.
[0039] 1) Shot blasting treatment
[0040] The diameter of the steel shot is 2.0mm, and the rotational speed of the projectile is 100m / s.
[0041] 2) heating
[0042] The heating temperature is set at 920°C, the heating rate is 1.3°C / mm, the heat preservation time is 30min, and the time in the furnace is 190min±5min.
[0043] 3) Cooling after furnace
[0044] The running speed of the steel plate in the high-pressure section of the quenching machine is 3.0m / min, and the time ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More