

Manufacturing method of TC4 titanium alloy ring for aero-engine outer duct
A technology of aero-engine and manufacturing method, which is applied in the field of manufacturing of TC4 titanium alloy rings for aero-engine outer ducts, can solve the problems of low utilization rate of forging raw materials, and achieves reduction of machining time, improvement of material utilization, and reduction of machining amount of effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
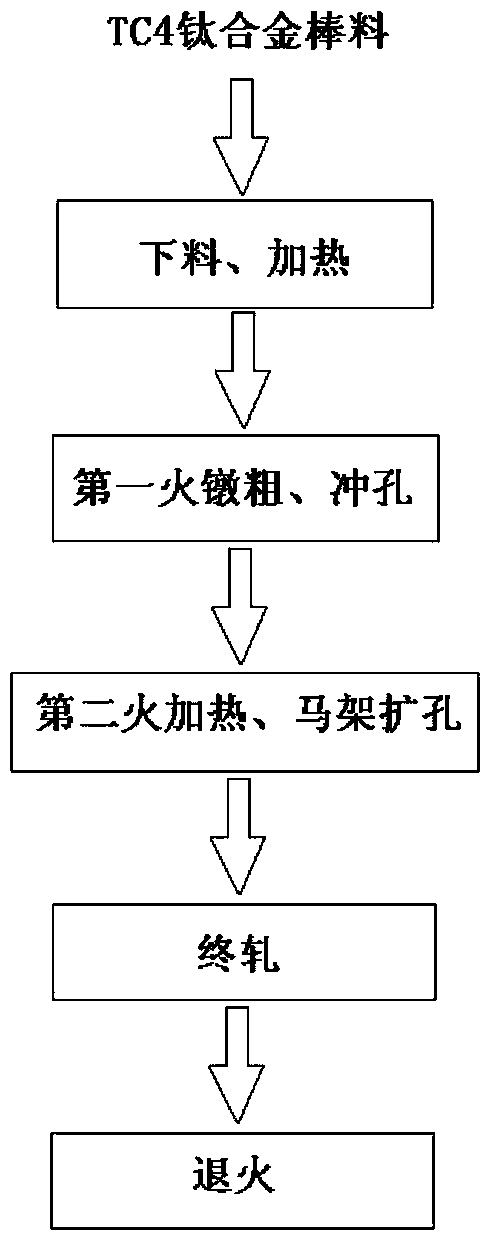
[0045] (1) Cutting and heating:
[0046] The TC4 titanium alloy blank is rounded to R20, heated to the deformation temperature of 30°C below the phase transition point, and the holding time is calculated as 6min / 10mm;
[0047] (2) The first fire upsetting and punching:
[0048] Upsetting the TC4 titanium alloy billet in step (1) to a deformation of 30%, punching with a punch until the hole diameter is 55% of the outer diameter, the upsetting and punching are completed in the first fire, and the final forging temperature is ≥850°C;
[0049] (3) Second fire heating, saddle reaming:
[0050] Carry out the second fire heating to heat the punched blank to the deformation temperature of 30°C below the phase transition point, heat and keep it warm, the time is calculated according to 6min / 10mm, and the diameter of the small hole is 75% of the small hole outer diameter %, the diameter of the large hole is 80% of the outer diameter of the large hole, the final forging temperature is ...
Embodiment 2
[0056] (1) Cutting and heating:
[0057] The TC4 titanium alloy blank is rounded to R20, heated to the deformation temperature of 50°C below the phase transition point, and the holding time is calculated as 6min / 10mm;
[0058] (2) The first fire upsetting and punching:
[0059] Upsetting the TC4 titanium alloy billet in step (1) to a deformation of 40%, punching with a punch until the hole diameter is 65% of the outer diameter, the upsetting and punching are completed in the first fire, and the final forging temperature is ≥850°C;
[0060] (3) Second fire heating, saddle reaming:
[0061]Carry out the second fire heating to heat the punched blank to the deformation temperature of 50°C below the phase transition point, heat and keep it warm, and the time is calculated according to 6min / 10mm. %, the diameter of the large hole is 85% of the outer diameter of the large hole, the final forging temperature is ≥850°C, return to the furnace while it is hot, the heating time is calcu...
Embodiment 3
[0067] (1) Cutting and heating:
[0068] The TC4 titanium alloy blank is rounded to R20, heated to the deformation temperature of 40°C below the phase transition point, and the holding time is calculated as 6min / 10mm;
[0069] (2) The first fire upsetting and punching:
[0070] Upsetting the TC4 titanium alloy billet in step (1) to a deformation of 35%, punching with a punch until the hole diameter is 60% of the outer diameter, the upsetting and punching are completed in the first fire, and the final forging temperature is ≥850°C;
[0071] (3) Second fire heating, saddle reaming:
[0072] Carry out the second fire heating to heat the punched blank to the deformation temperature of 40°C below the phase transition point, heat and keep it warm, the time is calculated according to 6min / 10mm, and the hole diameter of the small hole is 77.5% of the small hole outer diameter %, the diameter of the large hole is 82.5% of the outer diameter of the large hole, the final forging temper...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More