

Welding method for stainless steel one-side welding double-side forming
A technology of single-sided welding and double-sided welding, which is applied in the field of steel welding, can solve the problems of high cost, achieve beautiful shape, reduce welding deformation and carburizing, and reduce welding deformation.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0025] This embodiment provides a welding method for single-sided welding and double-sided forming of S30408 stainless steel, the method comprising the following steps:
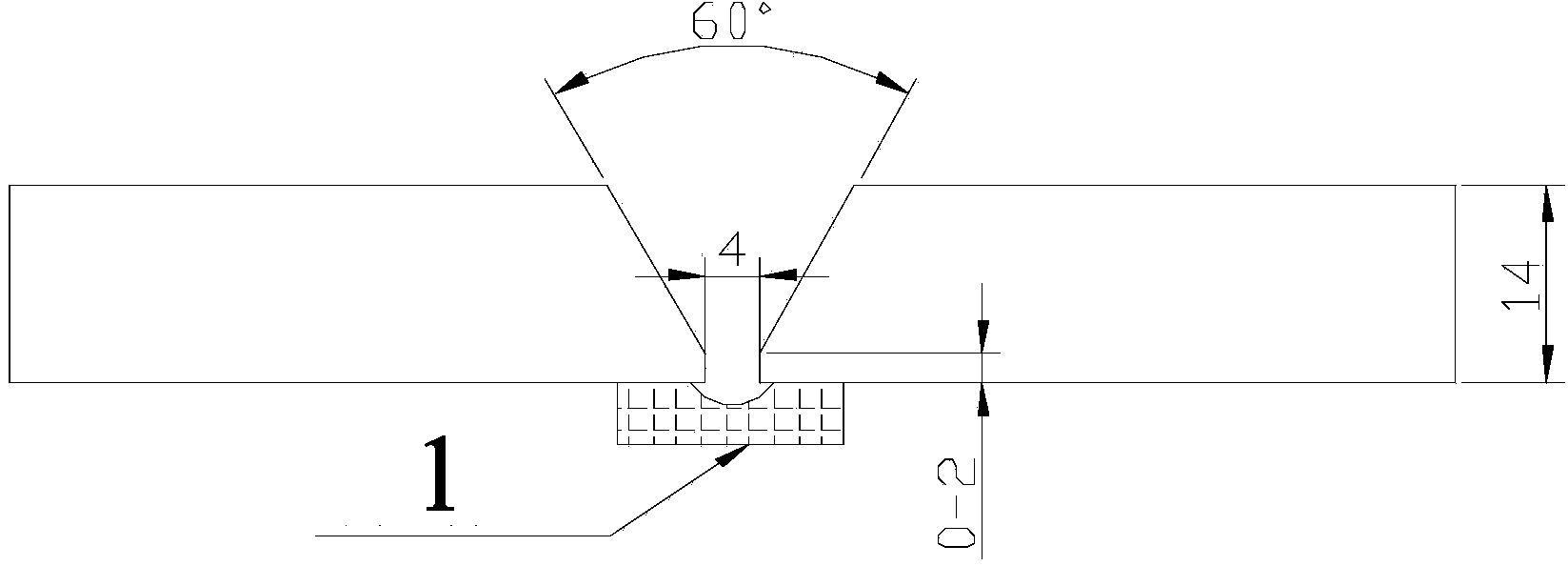
[0026] 1) The groove adopts a unilateral V-shaped groove, the groove angle is 60°, and the groove gap is 4mm; the back of the groove adopts a ceramic liner 1;
[0027] 2) The front of the groove is made of argon arc welding with self-shielding argon arc welding wire with coating, and then the cover is filled by electrode arc welding; the welding process parameters of argon arc welding are welding current 125-130A, arc voltage 12-14V , welding speed 14cm / min, welding heat input 8KJ / cm; the technological parameters of described electrode arc welding are welding current 150~160A, arc voltage 22~24V, welding speed 8cm / min, welding heat input 25KJ / cm, The electrode baking system is 350℃×2h.
[0028] The electrode type used in the step 2) is E308L-16, and its composition is as follows: C≤0.04%, Si≤0.9%, 0.5%≤Mn≤...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Tensile strength | aaaaa | aaaaa |
| Yield strength | aaaaa | aaaaa |
| Impact energy | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More