

A corrosion-resistant alloy flange forging uniform forming process and mold
A technology of corrosion-resistant alloys and forming molds, which is applied to manufacturing tools, metal processing equipment, forging/pressing/hammer devices, etc. Accurate and uniform control of the effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0025] The present invention is described in conjunction with the given embodiment:
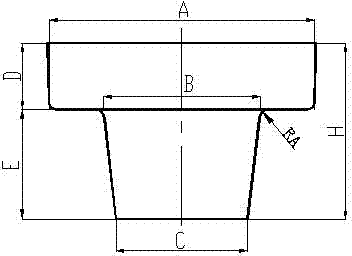
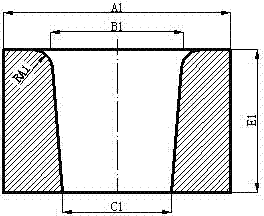
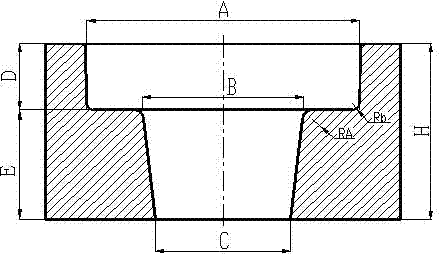
[0026] The forging material is Incoloy 825 nickel-based alloy. The size of the flange forging is: the outer diameter A of the large end of the flange forging is 405mm, the height D of the large end is 105mm, the height E of the flange small end is 165mm, and the diameter B of the upper end of the flange small end is 240mm. The diameter C of the lower end of the flange small head is 195mm, and the total flange height is 270mm. Set the uniform deformation amount X of the final fire as 1.2, see the schematic diagram of the flange Figure 5 , pre-forging die and size design see Figure 6 , final forging die and size design see Figure 7 , the steps are as follows:
[0027] (1) Cutting, sawing the Φ235mm cylindrical steel billet into sections; the length of the sections is 480mm.
[0028] (2) Heat the above-mentioned section material to 1140°C±10°C, hold for 2 to 2.5 hours, take out the billet...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More