

Deep hole machining method for numerical control machine tool gantry pentahedron
A technology of CNC machine tools and processing methods, which is applied to metal processing equipment, metal processing machinery parts, manufacturing tools, etc., can solve the problems of repeated positioning times, difficulty in maintaining large workpieces, and failure to meet the assembly accuracy of large CNC punch presses for customers. Achieve precise processing and break through the effect of equipment processing accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0020] Below in conjunction with the embodiment shown in the accompanying drawings, the present invention is described in detail as follows:
[0021] Longmen pentahedron CNC machine tool refers to the processing of five surfaces except the installation surface after the workpiece is clamped once. It has the functions of vertical machining center and horizontal machining center. During the processing, the position tolerance of the workpiece can be guaranteed, and the dimensional consistency is relatively good it is good.
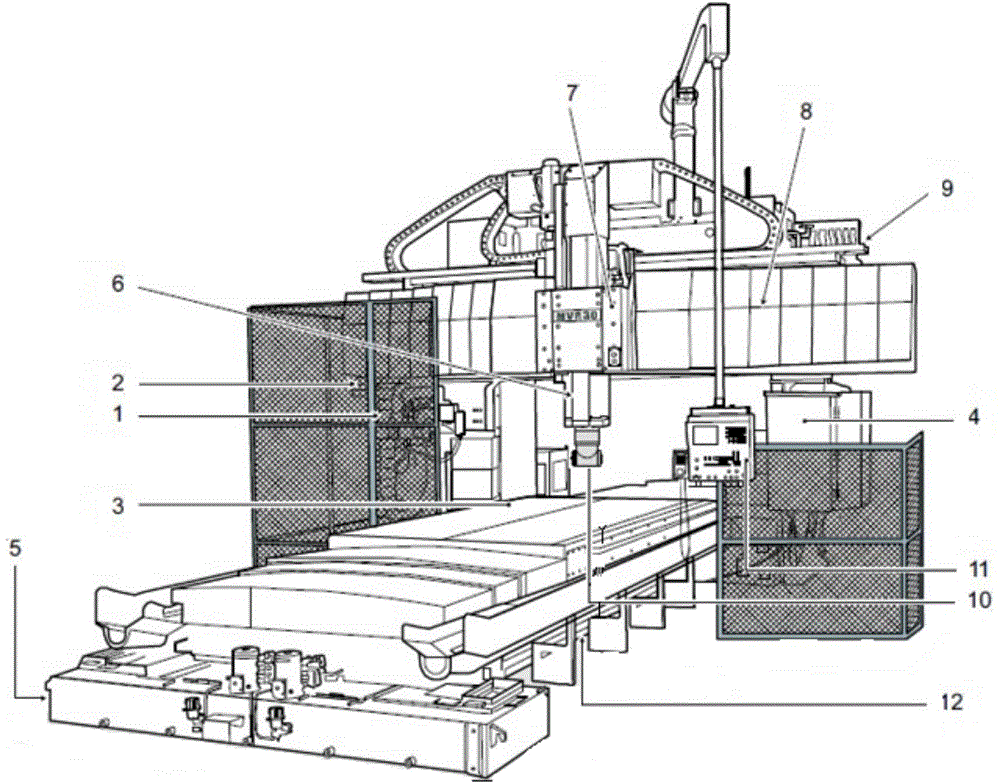
[0022] Such as figure 1 The visible part of the gantry pentahedron CNC machine tool shown in the figure includes the safety fence 1; the automatic tool changer 2, the workbench 3, the machine column 4, the bed 5, the spindle 6, the saddle 7, and the transverse rail 8. Beam 9, right-angle milling head 10, main operation panel 11, several workbench anchor screws 12. The invisible parts also include a number of machine tool column anchor screws, the spindle bo...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More