

Hot-pressed ceramic refractory material for thin-strip continuous casting side sealing plate and preparation method of hot-pressed ceramic refractory material
A technology of refractory materials and side sealing plates, which is applied in the field of ceramic refractory materials, can solve the problems of affecting the thermal shock resistance of side sealing plates, affecting the edge quality of thin strips, and large thermal expansion coefficients, achieving excellent corrosion resistance to molten steel, excellent resistance to Erosion performance of molten steel, effect of small thermal conductivity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
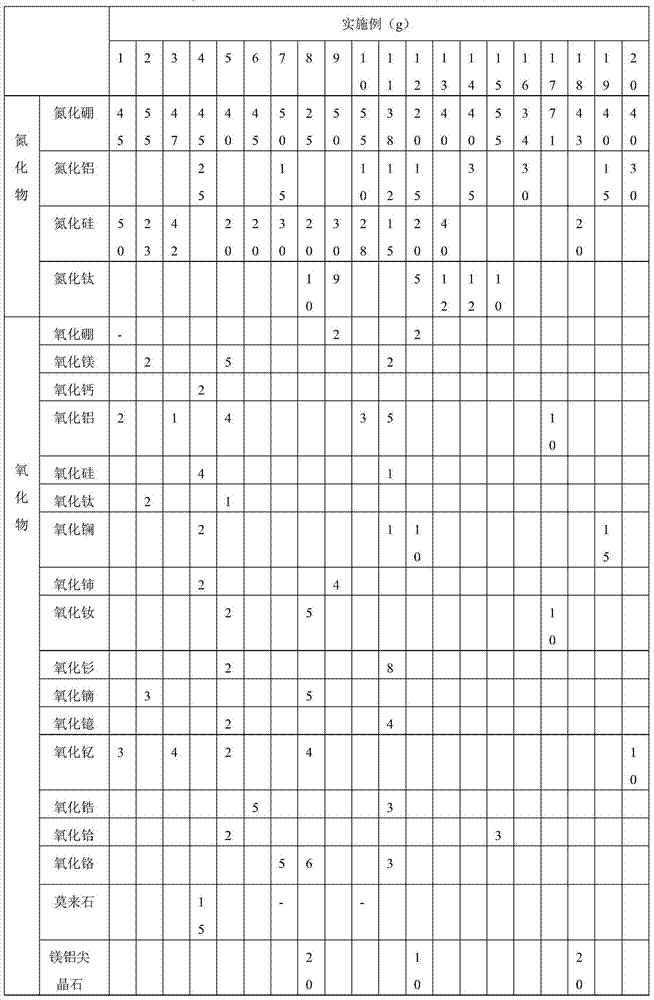
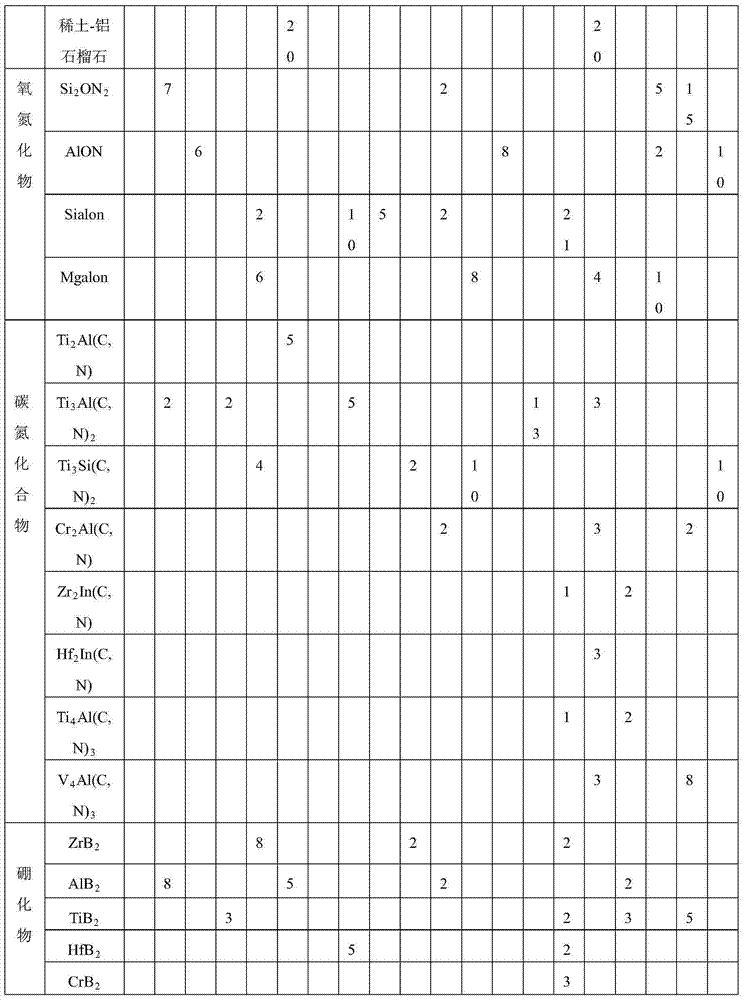
[0028] The preparation method of the hot-pressed ceramic refractory material of the steel thin strip continuous casting side sealing plate in the above-mentioned embodiments 1-14 comprises the following steps:
[0029] 1) Weigh the nitrides and fillers by mass percentage;
[0030] 2) Mix the nitride and filler, then mix with ethanol or acetone or distilled water with a volume fraction of 70-100% in a weight ratio of 1:1-5, then add a ceramic ball mill, and ball mill for 6-40 hours to obtain a mixed powder;
[0031] 3) Dry the mixed powder at 80-140°C for 10-30 hours. The dried powder should be crushed, granulated and sieved to obtain pellets, and the particle size of the pellets is 1-20 μm for later use;
[0032] 4) The pellets are hot-pressed and sintered at a temperature of 1500-2000 ° C, a pressure of 10-100 MPa, vacuum or nitrogen or argon to obtain a blank, which is then cut and ground to obtain a hot-pressed ceramic refractory product.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More