

Method for manufacturing hard-face roller of rolling mill
A manufacturing method and hard surface technology are applied in the field of manufacturing hard surface rolls of rolling mills to achieve the effects of prolonging service life, overcoming strip-shaped chromatic aberration defects, and ensuring wear resistance and roughness.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0021] The manufacture method of rolling mill hard-faced roll of the present invention comprises the steps:
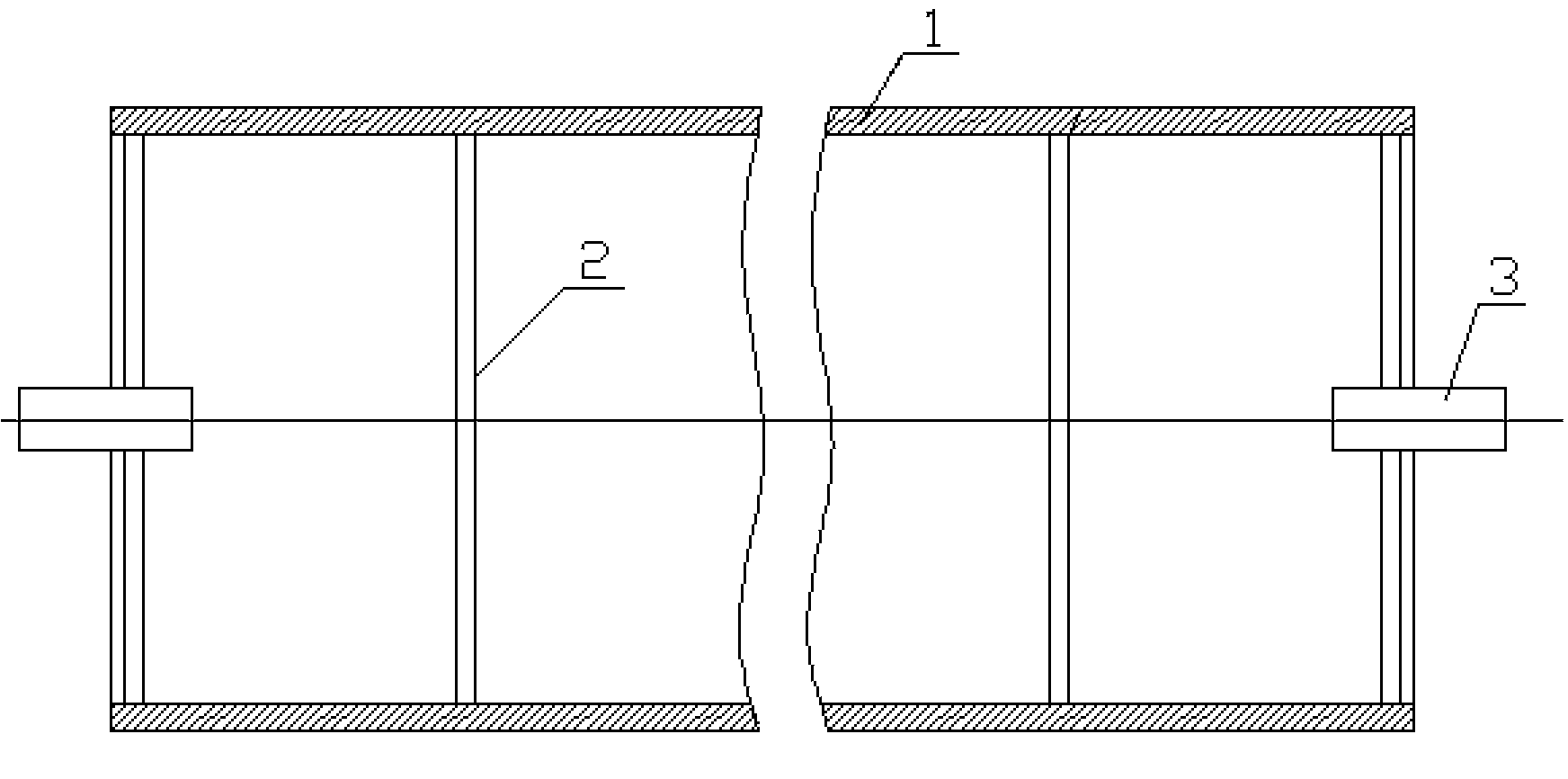
[0022] Step 1. Considering the technical requirements for the use of hard-faced rollers, the hard substrate of the roller body must have a certain degree of hardening depth and surface hardness. Therefore, the rolling material of the hard-faced roller body is selected from 45# steel or 50# steel plates, and according to Reserve a certain processing allowance for the product size;
[0023] Step 2. Use a three-roll plate rolling machine to roll the plate into a circle, and make a Y-shaped groove at the seam of the roll body. The welding groove angle on the inside of the roll body is 30-60°, the blunt edge on the outside is 8-10mm, and the inside of the roll body is welded. The groove is filled with 500MPa welding rod or wire to ensure the strength and toughness of the roll body. After the inner weld seam is completed, a small U-shaped or V-shaped groove is processed ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More