

Oxygenating-vacuum die casting die device and oxygenating-vacuum die casting process
A vacuum die-casting and mold technology, applied in oxygenation-vacuum die-casting process, oxygenation-vacuum die-casting mold device field
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0050] Example 1 Oxygenation-vacuum die casting, the first predetermined speed (ie slow injection speed) is 0.1 m / s.
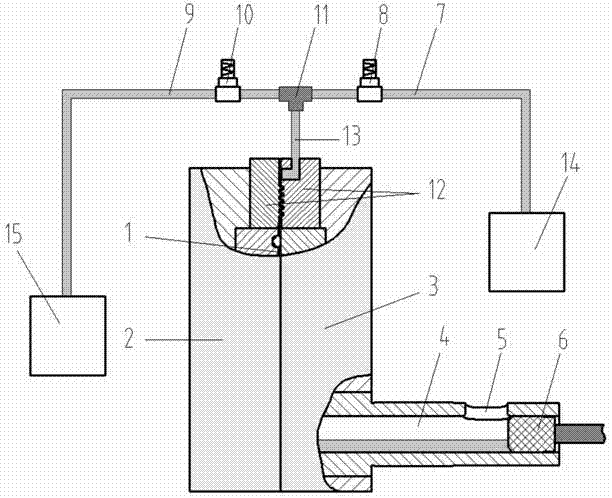
[0051] A Toyo 350-ton cold chamber die-casting machine is used, and an oxygen charging tube 7 and a vacuum tube 9 are connected to the top of the vacuum valve 12 to carry out oxygen charging and vacuuming operations respectively. Solenoid valves are respectively installed on the oxygen charging tube 7 and vacuum tube 9 to control the charging respectively. Oxygen and vacuum on and off. The sheet-shaped die-casting mold is adopted, and the die-casting material selected is AZ91D magnesium alloy.
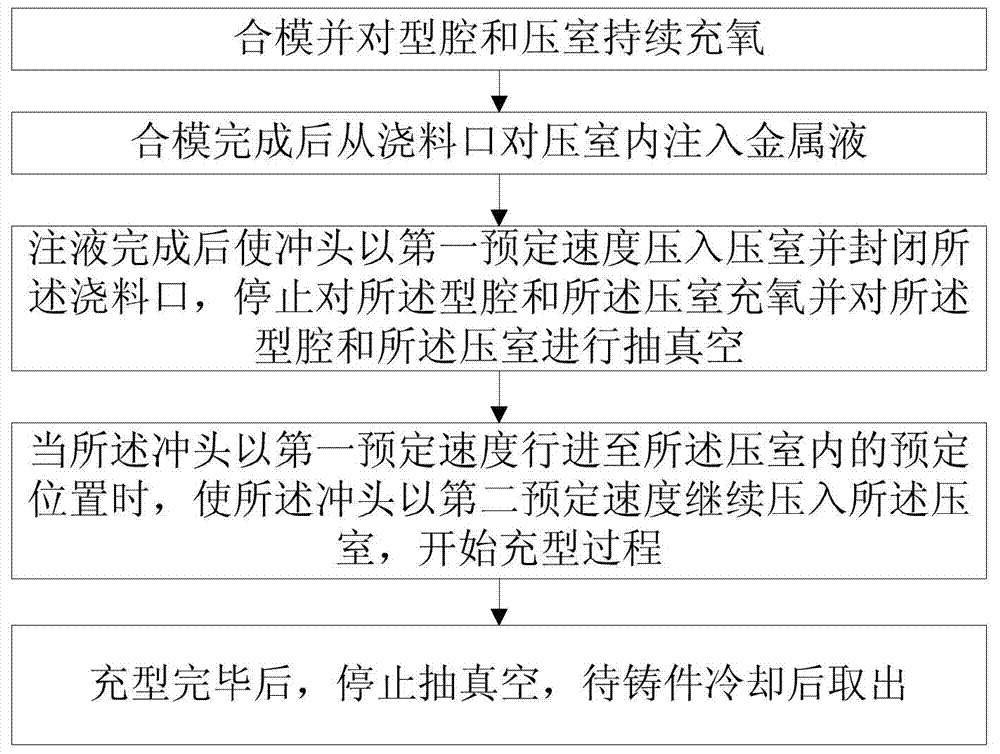
[0052] The specific steps are as follows: the mold is preheated to 180°C, and the first valve 8 on the oxygenation pipe 7 is opened to start oxygenation during the mold closing process. After the mold is closed, molten metal with a temperature of 680°C is added from the sprue 5. After the feeding is completed, the punch 6 is pressed in at a slow injection speed of 0.1...
Embodiment 2
[0054] Example 2 Oxygenation-vacuum die-casting, the first predetermined speed (ie slow injection speed) is 0.2m / s, the experimental device and experimental materials are the same as in Example 1.
[0055] The specific steps are as follows: the mold is preheated to 180°C, and the first valve 8 on the oxygenation pipe 7 is opened to start oxygenation during the mold closing process. After the mold is closed, molten metal with a temperature of 680°C is added from the sprue 5. After the feeding is completed, the punch 6 is pressed in at a slow injection speed of 0.2m / s. When the punch 6 closes the gate 5, the first valve 8 of the oxygenation tube 7 is closed and the second valve 10 of the vacuum tube 9 is opened. Oxygenation was stopped and vacuum started. The punch 6 advances to the 245mm in the pressure chamber 4, the vacuum pressure of the cavity 1 is 37.2kPa, and the punch 6 starts to be pressed in at a fast injection speed of 5m / s. After filling the mold, close the second v...
Embodiment 3
[0057] Example 3 Oxygenation-vacuum die-casting, the first predetermined speed (ie slow injection speed) is 0.3m / s, and the experimental device and experimental materials are the same as those in Example 1.
[0058] The specific steps are as follows: the mold is preheated to 180°C, and the first valve 8 on the oxygenation pipe 7 is opened to start oxygenation during the mold closing process. After the mold is closed, molten metal with a temperature of 680°C is added from the sprue 5. After the feeding is completed, the punch 6 is pressed in at a slow injection speed of 0.3m / s. When the punch 6 closes the gate 5, the first valve 8 of the oxygenation tube 7 is closed and the second valve 10 of the vacuum tube 9 is opened. Oxygenation was stopped and vacuum started. The punch 6 travels to the 245mm in the pressure chamber 4, the vacuum pressure of the cavity 1 is 57.2kPa, and the punch 6 starts to be pressed in at a fast injection speed of 5m / s. After filling the mold, close the...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More