

Heat convection testing method and system for composite insulator including artificial defect
A technology of composite insulators and test methods, applied in the detection field of composite insulators, to reduce the probability of damage, avoid internal short circuits, and avoid disconnection
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
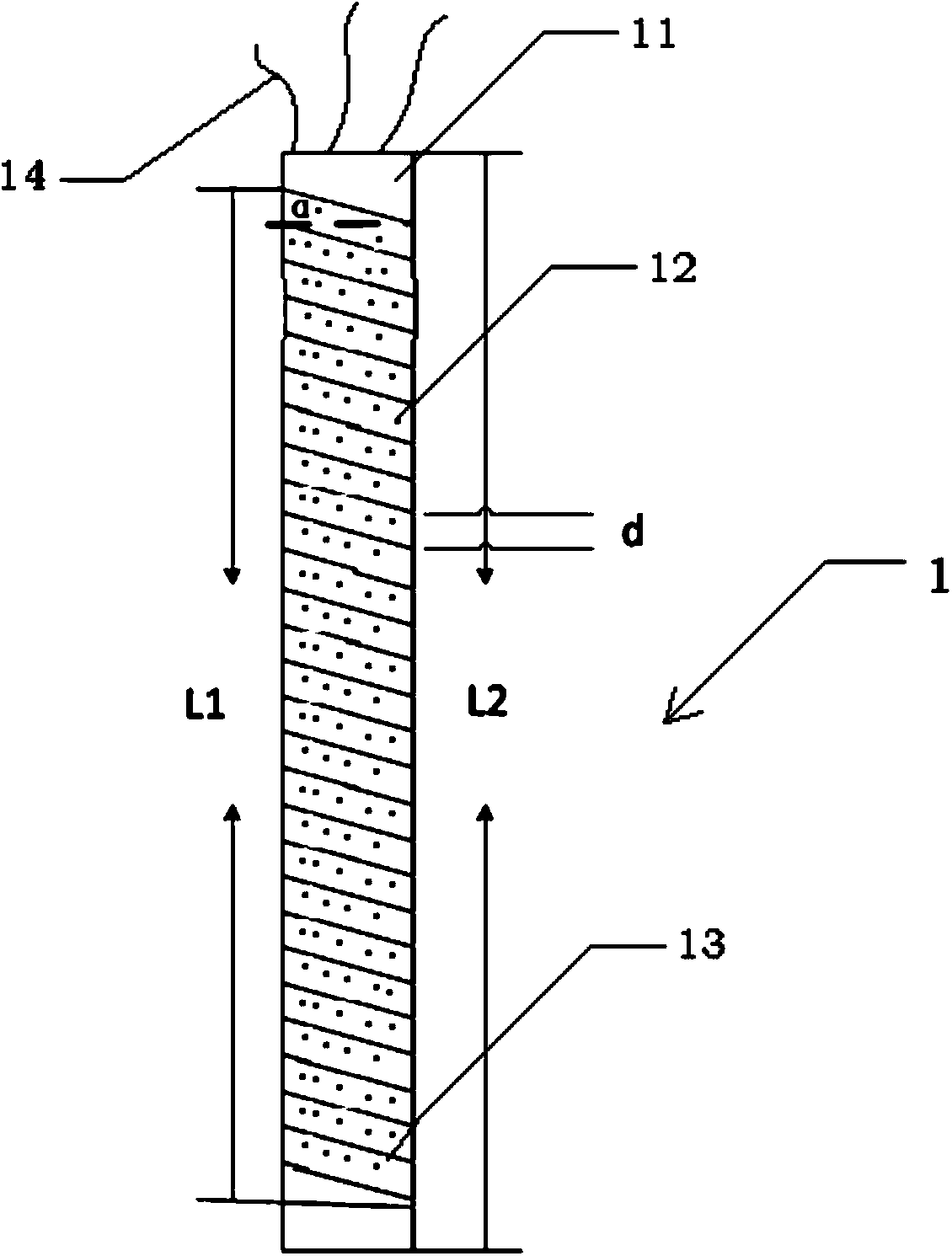
[0054] The core idea of the present invention is: put a temperature-raising temperature probe into the interface between the silicone rubber sheath of the composite insulator and the epoxy resin mandrel, and use an infrared temperature measuring device to measure the temperature outside, thereby obtaining a composite The relationship between the temperature rise of the outer surface and the actual temperature rise inside the insulator when the temperature rise occurs inside the insulator.
[0055] In order to make the object, technical solution and advantages of the present invention clearer, the present invention will be further described in detail below in conjunction with the accompanying drawings and embodiments. It should be understood that the specific embodiments described here are only used to explain the present invention, not to limit the present invention.
[0056] see figure 1 As shown, the temperature-measuring probe 1 that can be heated in this embodiment main...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More