

Processing method of aluminum alloy thin-wall cylindrical part
A processing method and technology of aluminum alloy, applied in the field of mechanical processing, can solve the problems of great influence on the machining accuracy and surface finish of parts, increased consumption of raw materials, and reduced product qualification rate, so as to save materials and processing time, reduce Processing cost, the effect of low processing cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
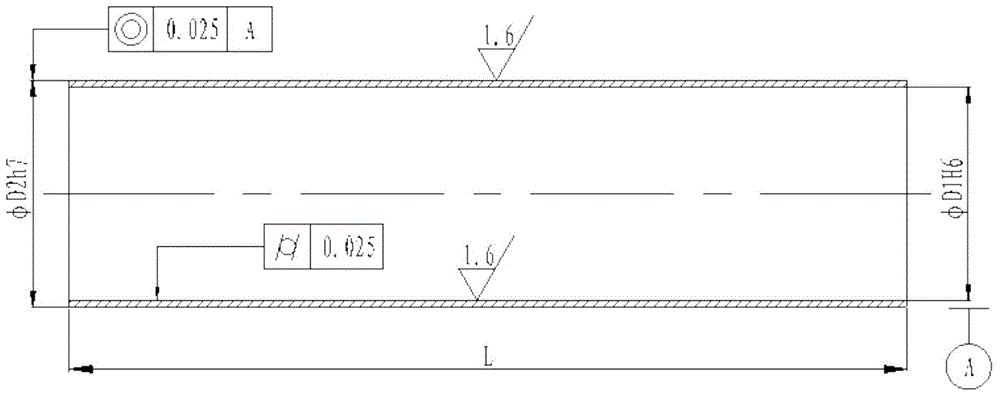
[0030] Embodiment 1: need processing such as figure 1 For the part shown, its length L is 450mm, and the coaxiality requirement is The cylindricity requirement is The surface roughness Ra value is 1.6μm, and the wall thickness is 1.5mm.
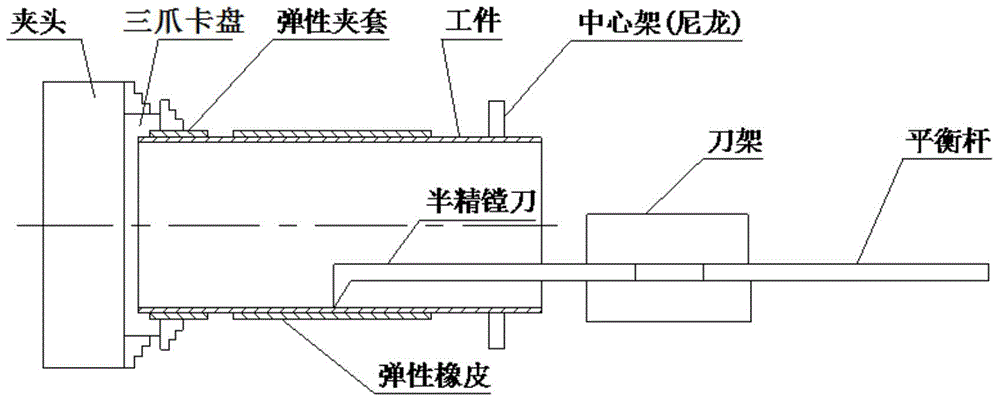
[0031] In the first step, design such as image 3 Rough and semi-finish turning bore jig shown:
[0032] The inner hole fixture of semi-finishing car is composed of collet, three-jaw chuck, elastic collet, elastic rubber, nylon center frame, balance bar, etc. In order to prevent the product from being directly affected by the three-point clamping force, the elastic collet is designed to make the product The clamping position is evenly stressed, and the wall thickness of the elastic jacket is 1.8mm and slotted. Replace the three steel bearings of the center frame with nylon parts to reduce thermal stress deformation and crush damage, and the nylon material is nylon 101. In order to prevent the cantilever beam structure of this tool, a b...
Embodiment 2
[0039] Embodiment 2: need processing such as figure 1 For the part shown, its length L is 500mm, and the coaxiality requirement is The cylindricity requirement is The surface roughness Ra value is 1.6μm, and the wall thickness is 1.8mm.
[0040] The first and second steps are the same as in Example 1, wherein in the first step, the wall thickness of the elastic jacket is 1.6 mm, and in the second step, the wall thickness of the positioning clamping cylinder is 4 mm, and the coaxiality between the inner hole and the outer circle is 0.019 mm, the verticality between the axial positioning step and the center of rotation is 0.022mm, the axial clamping sleeve is a fine thread, the inner diameter is 1mm larger than the outer diameter of the workpiece, and the parallelism of both ends is 0.023mm. The third step of turning:
[0041] Cutting: cut the pipe made of aluminum alloy LY12-CZ into sections, and determine the cutting position; select the cutting tool: select the cutting t...
Embodiment 3
[0042] Embodiment 3: need processing such as figure 1 For the part shown, its length L is 600mm, and the coaxiality requirement is The cylindricity requirement is The surface roughness Ra value is 1.6μm, and the wall thickness is 2mm.
[0043] The first and second steps are the same as in Example 1, wherein in the first step, the wall thickness of the elastic jacket is 2mm, and in the second step, the wall thickness of the positioning clamping cylinder is 4mm, and the coaxiality between the inner hole and the outer circle is 0.025mm , The perpendicularity between the axial positioning step and the center of rotation is 0.025mm, the axial clamping sleeve is a fine thread, the inner diameter is 1mm larger than the outer diameter of the workpiece, and the parallelism of both ends is 0.025mm. The third step of turning:
[0044] Cutting: cut the pipe made of aluminum alloy LY12-CZ into sections, and determine the cutting position; select the cutting tool: select the cutting to...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Surface roughness | aaaaa | aaaaa |
| Wall thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More