

Method for controlling dynamic shearing of hot continuous rolling mill
A technology of hot continuous rolling mill and control method, which is applied in the direction of rolling mill control device, metal rolling, metal rolling, etc., and can solve problems such as affecting the yield of strip steel and difficult control of shearing accuracy
Active Publication Date: 2014-08-06
BAOSHAN IRON & STEEL CO LTD
View PDF7 Cites 22 Cited by
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
[0006] However, as mentioned above, in the actual control process, since the strip shear control process is involved, the control of the running speed of the strip will directly affect the control of the strip shear, and affect the strip running before shearing. The key to the speed lies in the characteristics of the strip steel. At the same time, the influence of the temperature of the incoming strip steel on the shear will also cause difficulties in the control of shear accuracy. The control also has problems with the change of the running speed of the strip, and once the shearing of the flying shear is affected, it will affect the control of the yield of the strip
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View moreImage
Smart Image Click on the blue labels to locate them in the text.
Smart ImageViewing Examples


Examples
Experimental program
Comparison scheme
Effect test
Embodiment 1
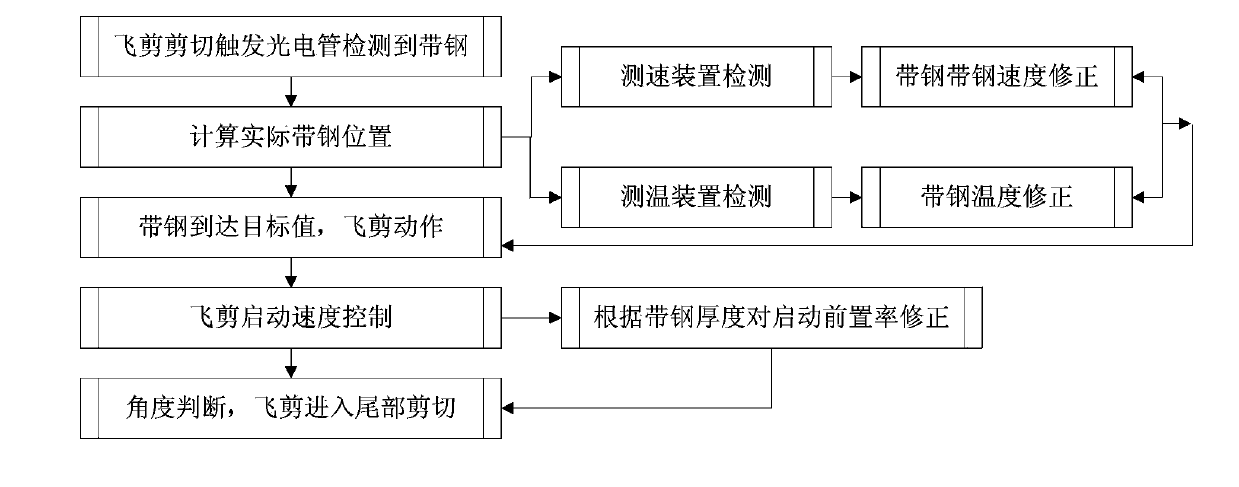
[0060] The flying shear triggers the photocell to detect the strip steel;
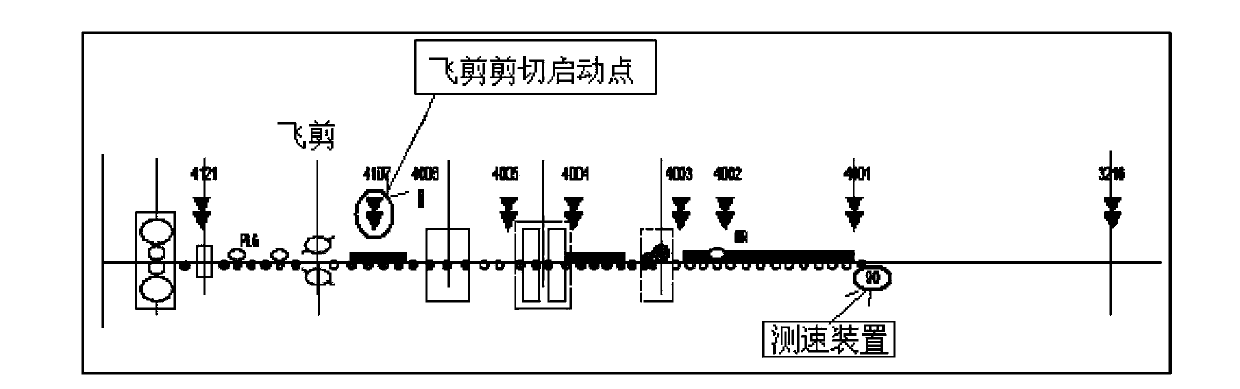
[0061] When the strip arrives at the flying shear, the photoelectric cell is started, and the program begins to track the head of the strip. Since the photoelectric cell starts to track the position of the strip head according to the temperature of the strip, the response of the photoelectric cell varies with the temperature of the strip. Therefore, the starting point of strip head tracking needs to be corrected for different temperatures.
[0062] Calculate the actual position of the strip head;
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More PUM
 Login to View More
Login to View More Abstract
The invention relates to a method for controlling dynamic shearing of a hot continuous rolling mill. The method comprises the following steps: (1) a pair of flying shears performs shearing to trigger a photoelectric tube to detect band steel; (2) the actual position of the head of the band steel is calculated; (3) the band steel reaches a target value, and the flying shears move; (4) the flying shears start speed control; (5) the situation that the flying shears enter into a tail part shearing position is detected through angles. According to the method, dynamic shearing control is used for variable speed control under the condition of different band steel, and present situations can be effectively improved, so that the operating speed of different band steel is combined for improvement; according to the inherent characteristics of the band steel, stepless speed regulating control is used, the influence of the position of the band steel, the speed and the shearing preposed rate in the process of control is combined, the control mode of using conversion functions is used, and the dynamic control is realized, so that the shearing precision control of different band steel during steel feed at various speeds is satisfied. The method has extensive promotion prospects for improving dynamic shearing precision.
Description
technical field [0001] The present invention relates to the field of automatic control of steel rolling. Specifically, the present invention relates to a dynamic shear control method of a hot continuous rolling mill. The influence of stepless speed regulation is adopted to realize a dynamic control to meet the shearing accuracy control of different strips when they are fed at various speeds. Background technique [0002] As a hot rolling unit, before the strip enters the continuous rolling mill, it must be sheared by flying shear. Since the speed of flying shear is directly related to the efficiency of hot rolling production, it is required that the shearing speed should be Combine different steel strips for control, but in the actual control process, since the tracking of the head position of the strip steel is usually detected by photoelectric cells, that is, the speed of the strip steel is measured according to the speed measuring device at the entrance of the continuous ...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More Application Information
Patent Timeline
 Login to View More
Login to View More IPC IPC(8): B21B37/00B21B15/00
Inventor荣鸿伟周兴泽王军杨建华郁华军
OwnerBAOSHAN IRON & STEEL CO LTD