
Eureka
For R&D, Eureka makes reading and utilizing patents & technical documents easy.
Eureka AIR
Designed for self-driven R&D workflows. Generate viable solutions, solve complex R&D challenges, empower your innovation with AI.

Eureka Materials
Designed for material experts only. Revolutionize your material R&D, from search, analyze, to developing new materials.

TechResearch
Generate reliable direction feasibility study reports for your R&D in just a few steps.

TechSeek
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

TechMind
As an expert in R&D Theories, TechMind can generates customized viable solutions instantly.

TechRisk
Analyze your overall solution with one click, know your potential R&D risks in advance.

TechMonitor
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Manufacturing method of combined type spiral rotor
A manufacturing method and composite technology, applied in the manufacturing field of composite helical rotors, can solve the problems of increased manufacturing costs, long working hours, increased cutting and milling, etc., to reduce the generation of residual materials, improve service life, and increase production efficiency Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
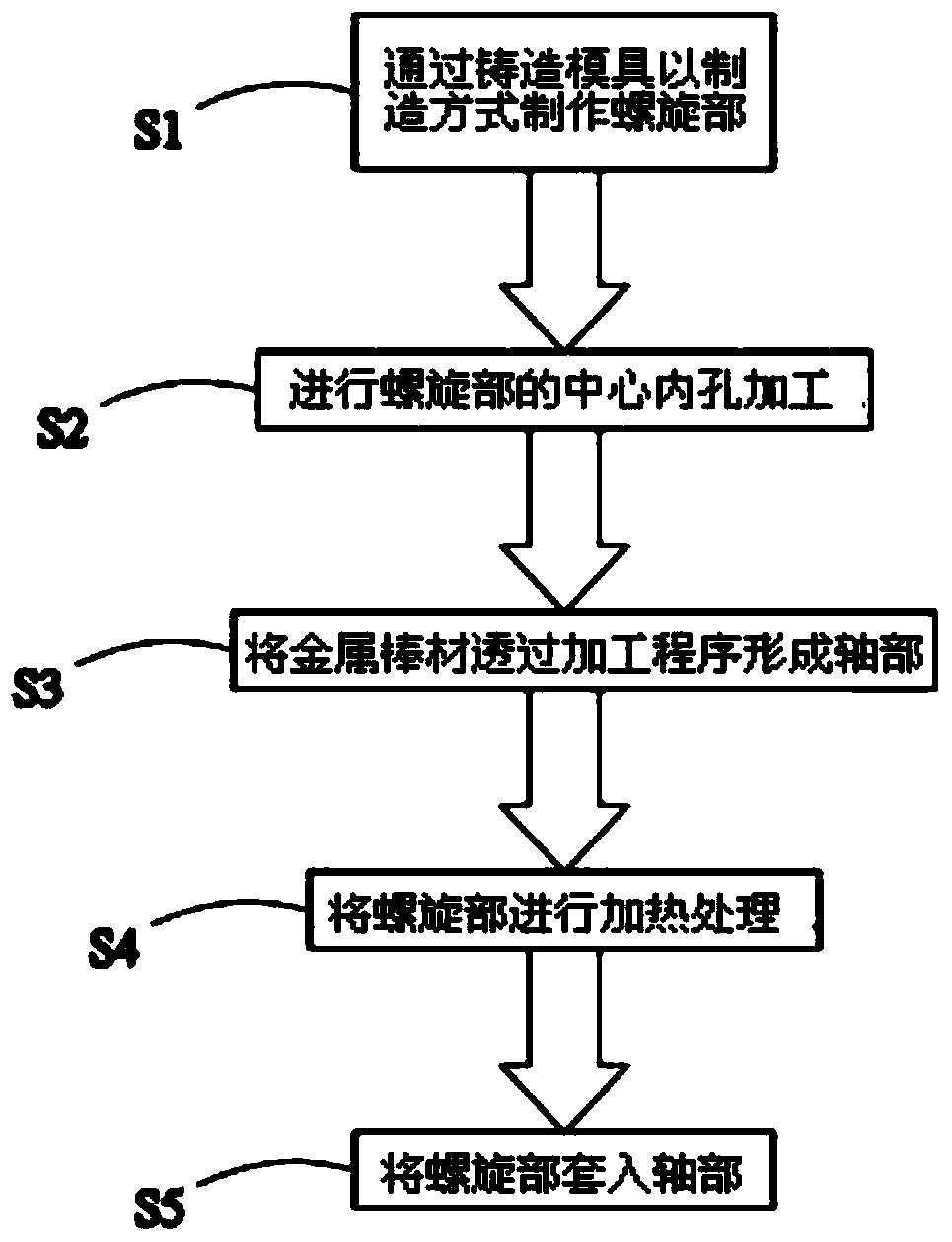
[0051] see image 3 , Figure 4 , Figure 5 , Figure 6 , Figure 7 and Figure 8 As shown, it is a schematic diagram of the manufacturing method of the present invention and a schematic diagram of another manufacturing method. It can be clearly seen from the figure that it mainly includes:
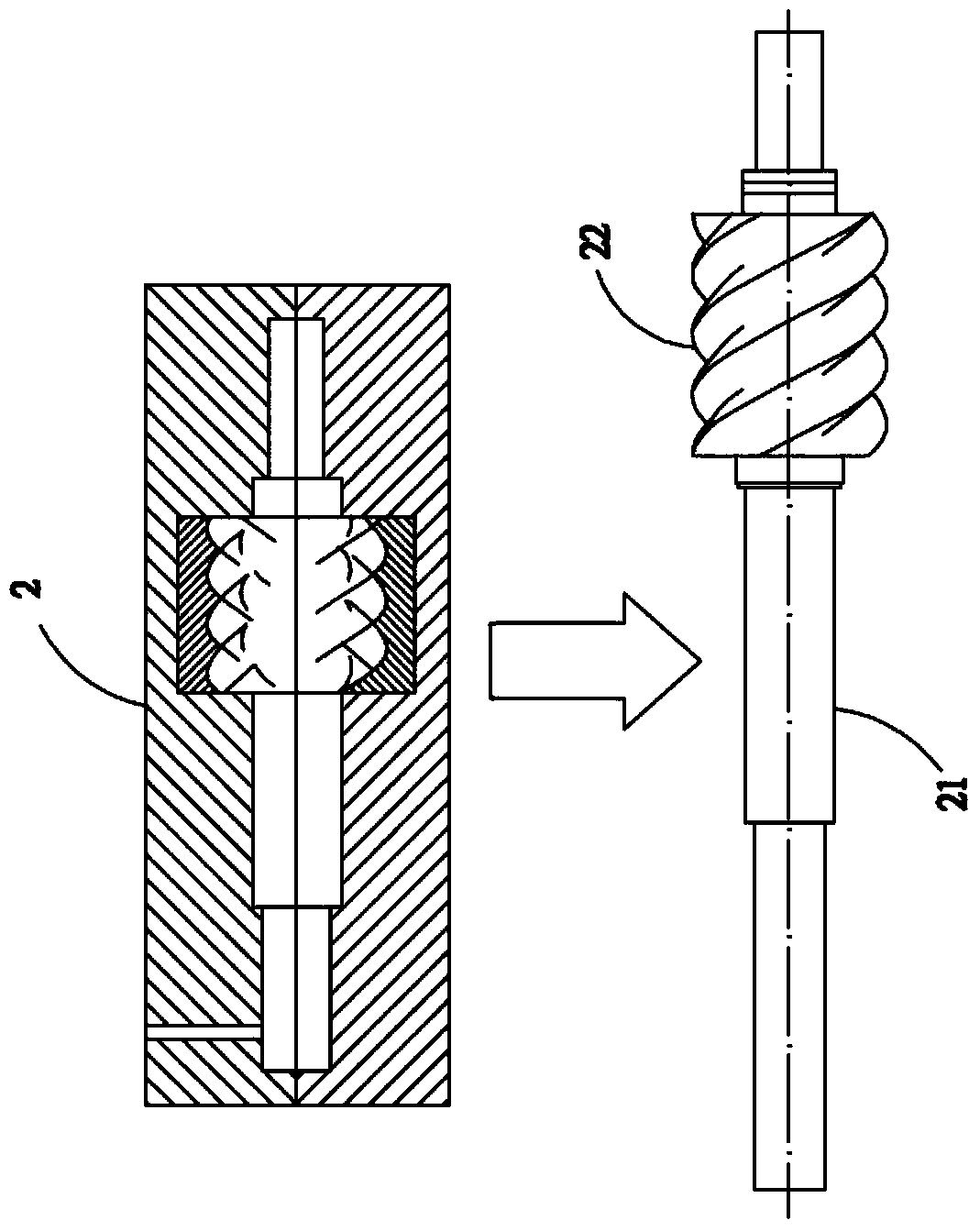
[0052] (S1) Manufacturing the spiral part 4 by casting through the casting mold 3;
[0053] (S2) Machining the central inner hole 40 of the spiral portion 4;
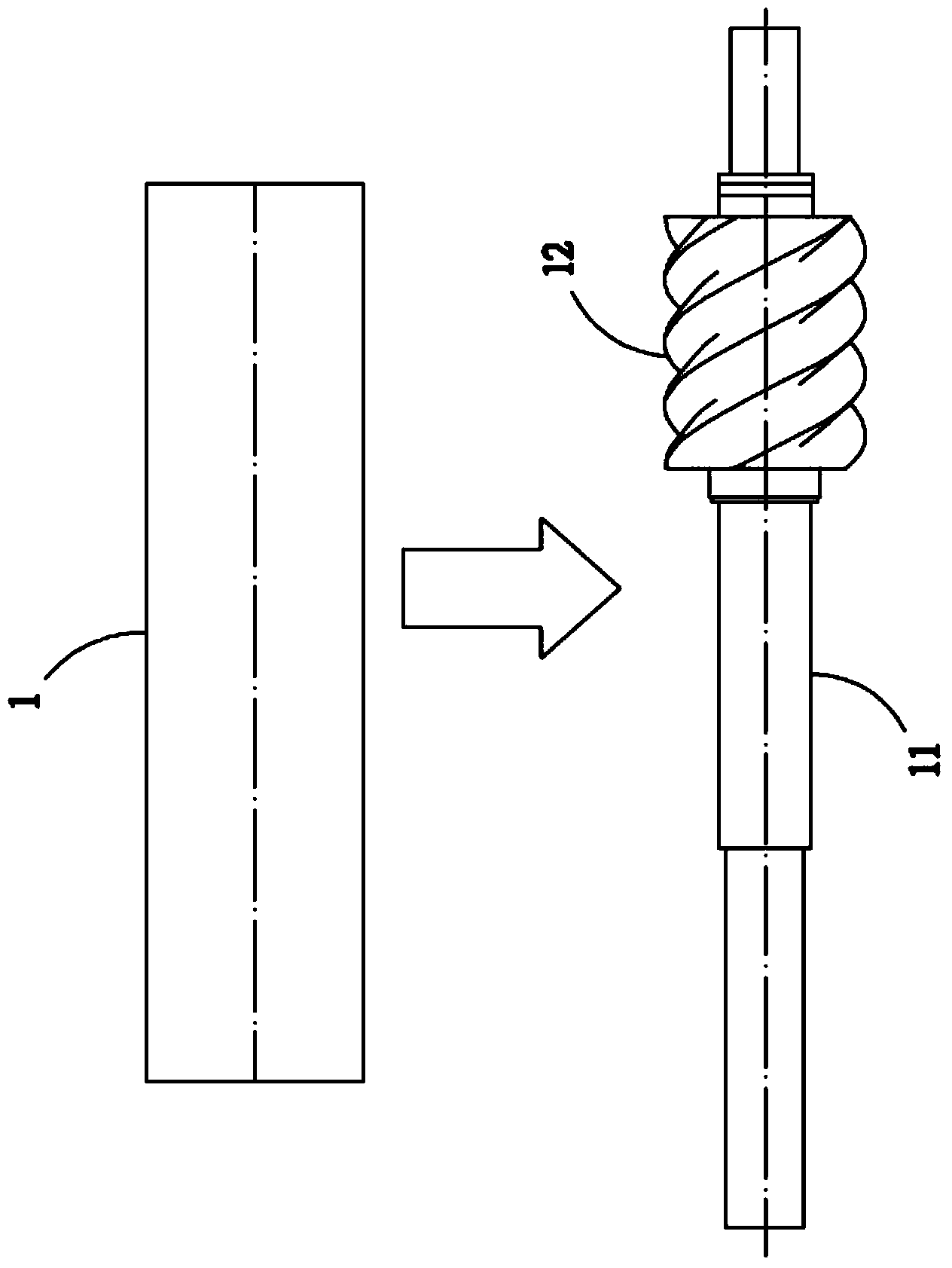
[0054] (S3) forming the shaft portion 51 through the metal rod 5 through a processing procedure;
[0055] (S4) heat-treating the spiral portion 4;
[0056] (S5) Insert the spiral part 4 into the shaft part 51;
[0057] Wherein, when making the spiral portion 4 through the casting mold 3, it is carried out in an upright manner, so that the chemical elements of the casting material can be evenly distributed along the spiral direction of the spiral portion 4, and the specific gravity of the spiral portion 4 is averaged, so tha...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com