

Method for improving optical fiber laser-MIG arc hybrid welding back forming
A hybrid welding and fiber laser technology, applied in laser welding equipment, welding equipment, metal processing equipment, etc., can solve the problems of beading and poor forming on the back of the weld
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
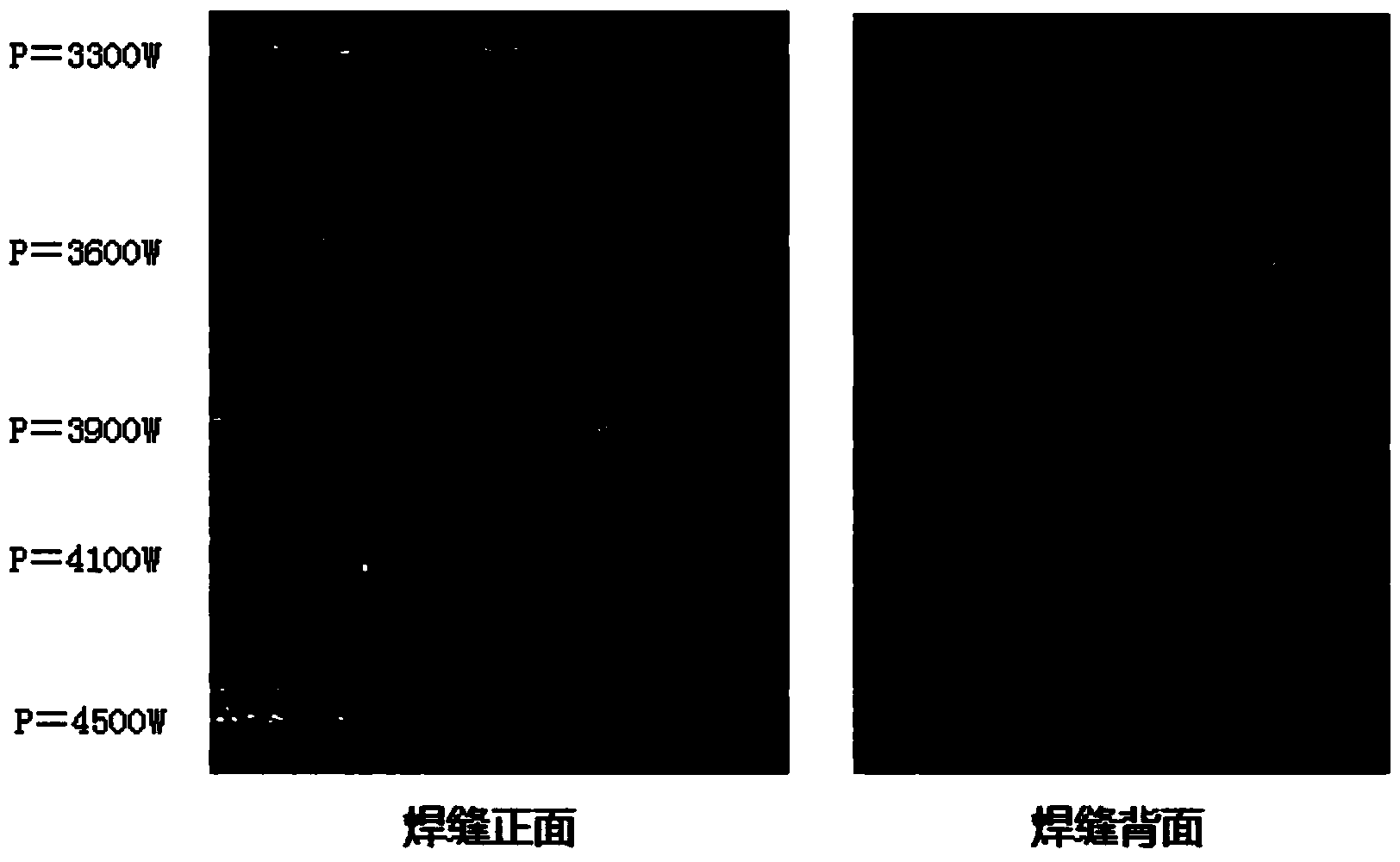
[0021] Material: 6mm Q345 material; welding method: MIG in front, laser in the back (MIG guided), MIG arc welding current is 120A; heat source distance: 2mm; welding wire elongation: 10mm; torch inclination: 55°, welding gap : 0mm, welding speed 0.8m / min.
[0022] Using a separate fiber laser welding, the welding speed is 0.8m / min, to determine the minimum penetration power P of the fiber laser d It is 3300W.
[0023] from figure 1 It can be seen that when the fiber laser-MIG arc hybrid welding is used, when the power of the fiber laser is 3300W and 3600W, there are more beads on the reverse side of the weld; when the power is 3900W, there are fewer beads.
[0024] According to P f =(1+a)×P d ×(1+bI / 120-b) for calculation, since b is 1, I is 120A, P d is 3300W, when taking a as 24.2%, get P f It is 4100W. In fact, from figure 1 It can also be clearly seen that when the power is 4100W and 4500W, there is no beading on the reverse side of the weld, and the shape is bette...
Embodiment 2
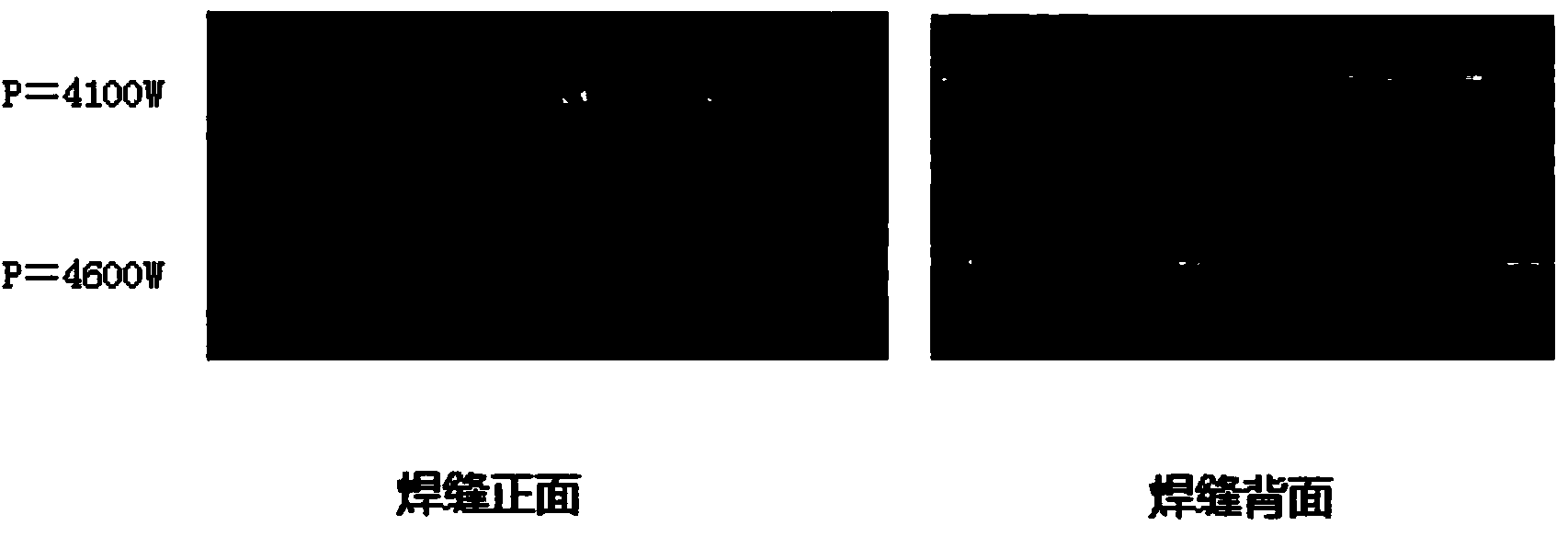
[0026] Material: 6mm Q345 material; welding method: MIG in front, laser in the back (MIG guided), MIG arc welding current is 135A; heat source spacing: 2mm; welding wire elongation: 10mm; torch inclination: 55°, welding gap : 0mm, welding speed 0.8m / min.
[0027] Increase MIG current from 120A to 135A, according to P f =(1+a)×P d ×(1+bI / 120-b) for calculation, since b is 1, I is 135A, P d is 3300W, when taking a as 23.9%, get P f It is 4600W. In fact, from figure 2 It can also be clearly seen that when the power is 4600W, there is no beading on the reverse side of the weld, and the shape is better.
Embodiment 3
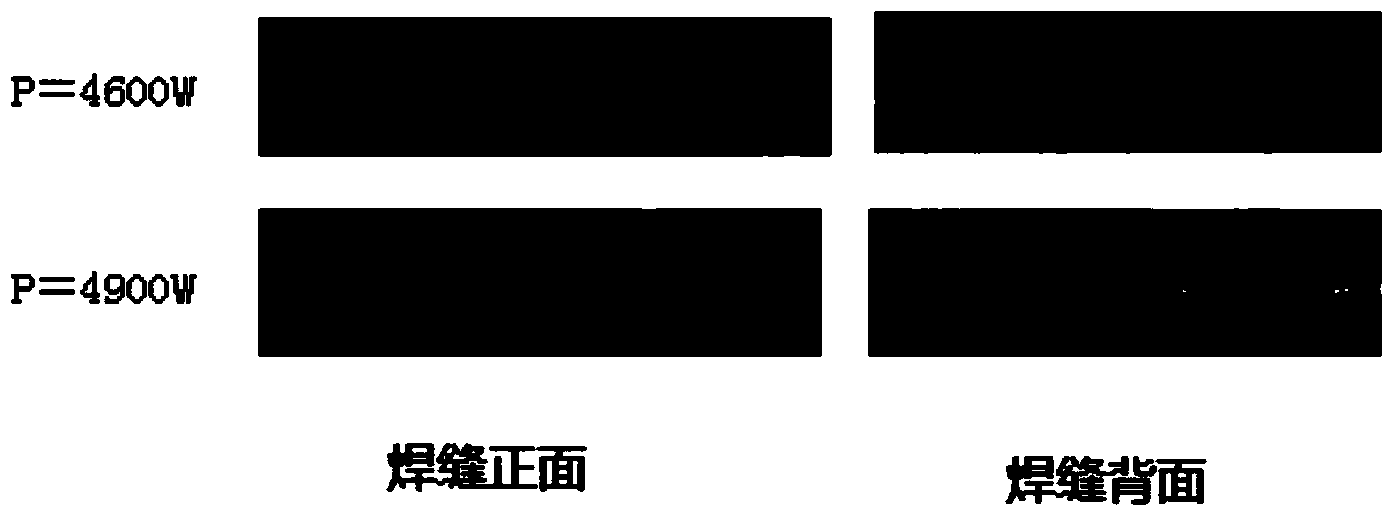
[0029] Material: 6mm Q345 material; welding method: MIG in front, laser in the back (MIG guided), MIG arc welding current 145A; heat source spacing: 2mm; wire elongation: 10mm; torch inclination: 55°, welding gap: 0mm, welding speed 0.8m / min.
[0030] Increase MIG current from 120A to 145A, according to P f =(1+a)×P d ×(1+bI / 120-b) for calculation, since b is 1, I is 145A, P d is 3300W, when taking a as 22.9%, get P f It is 4900W. In fact, from image 3 It can also be clearly seen that when the power is 4900W, there is no beading on the reverse side of the weld, and the shape is better.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Elongation | aaaaa | aaaaa |
| Elongation | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More