Injection flow protection device and method for die casting pouring
A technology of mold casting pouring and protection device, which is applied in the field of mold casting pouring, which can solve problems such as rapid temperature drop of molten steel, easy formation of nodules, pinholes or slag volume problems, etc., so as to reduce material consumption costs, and is not easy to deform or fall off , Reduce the effect of inclusion defects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0054] The specific implementation manners of the present invention will be described in detail below in conjunction with the accompanying drawings of the embodiments.
[0055] see Figure 2-Figure 4 , the structure of the pouring flow protection device for mold casting pouring of the present invention is as follows:
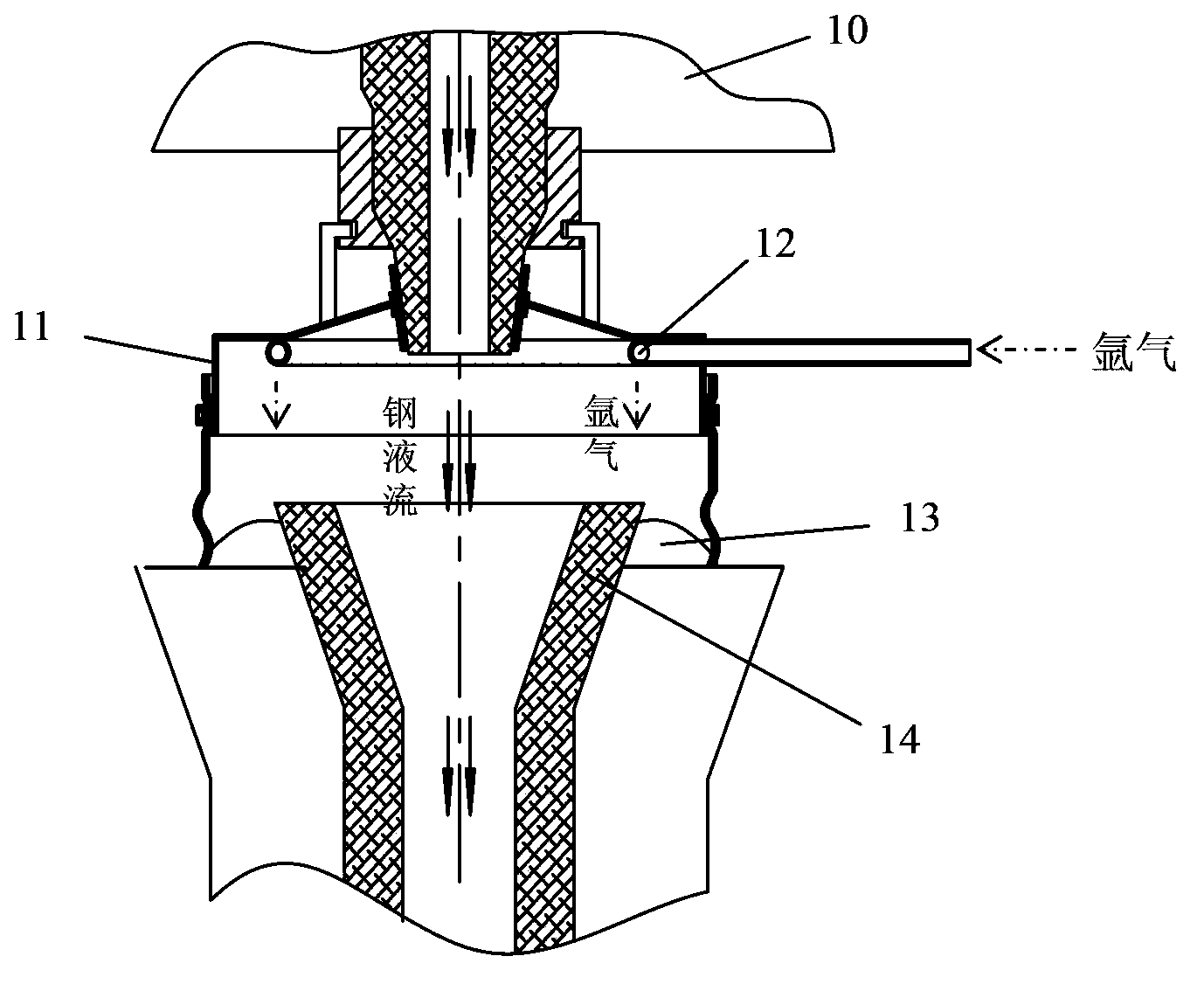
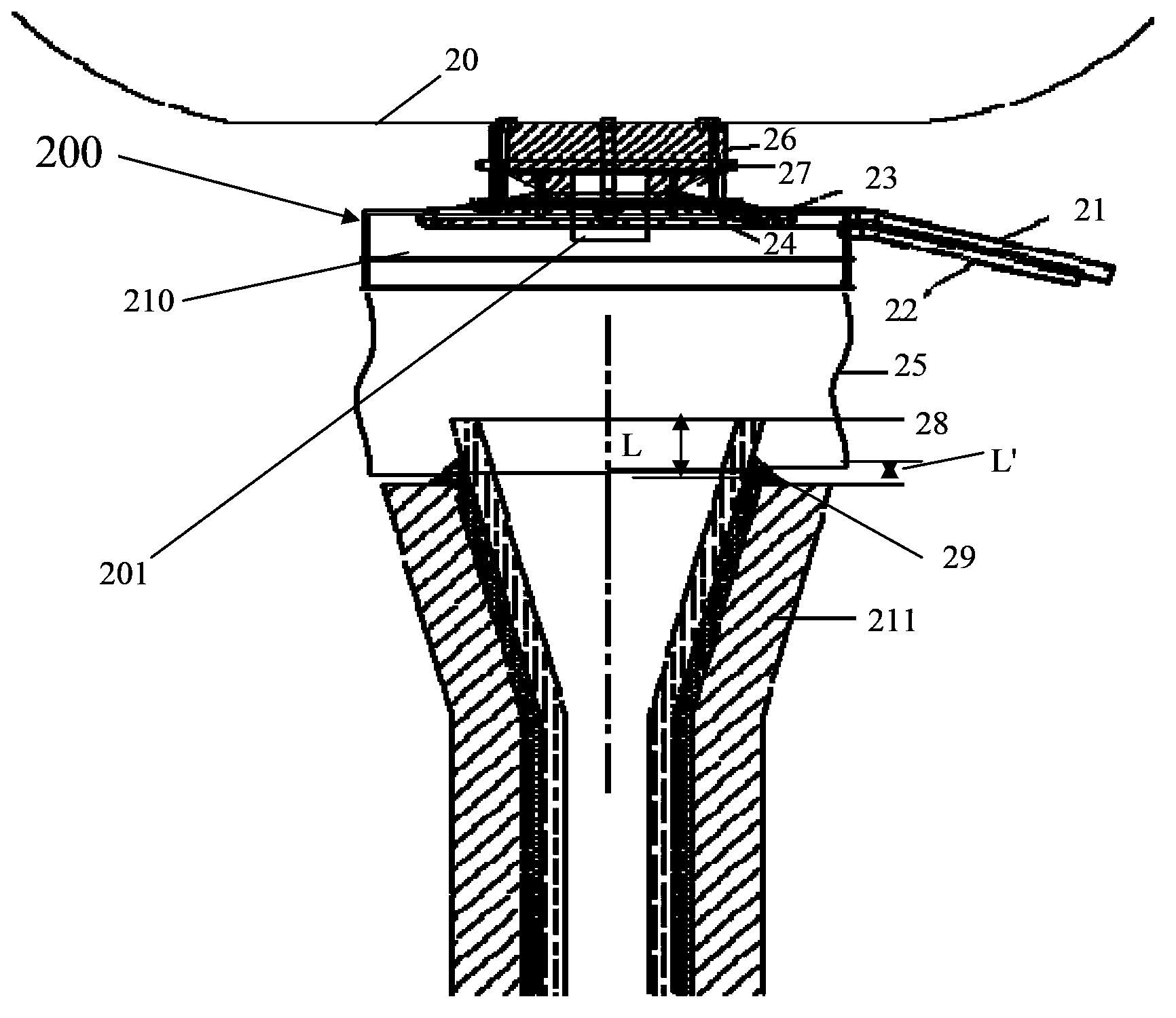
[0056] A protective cover 200 is installed between the bottom of the ladle 20 for die casting pouring and the middle pouring pipe gate 28 of the die casting pouring equipment, filled with argon to isolate the molten steel flow from contacting the outside air during the die casting pouring process. In order to prevent the secondary oxidation of molten steel, the protective cover 200 includes:
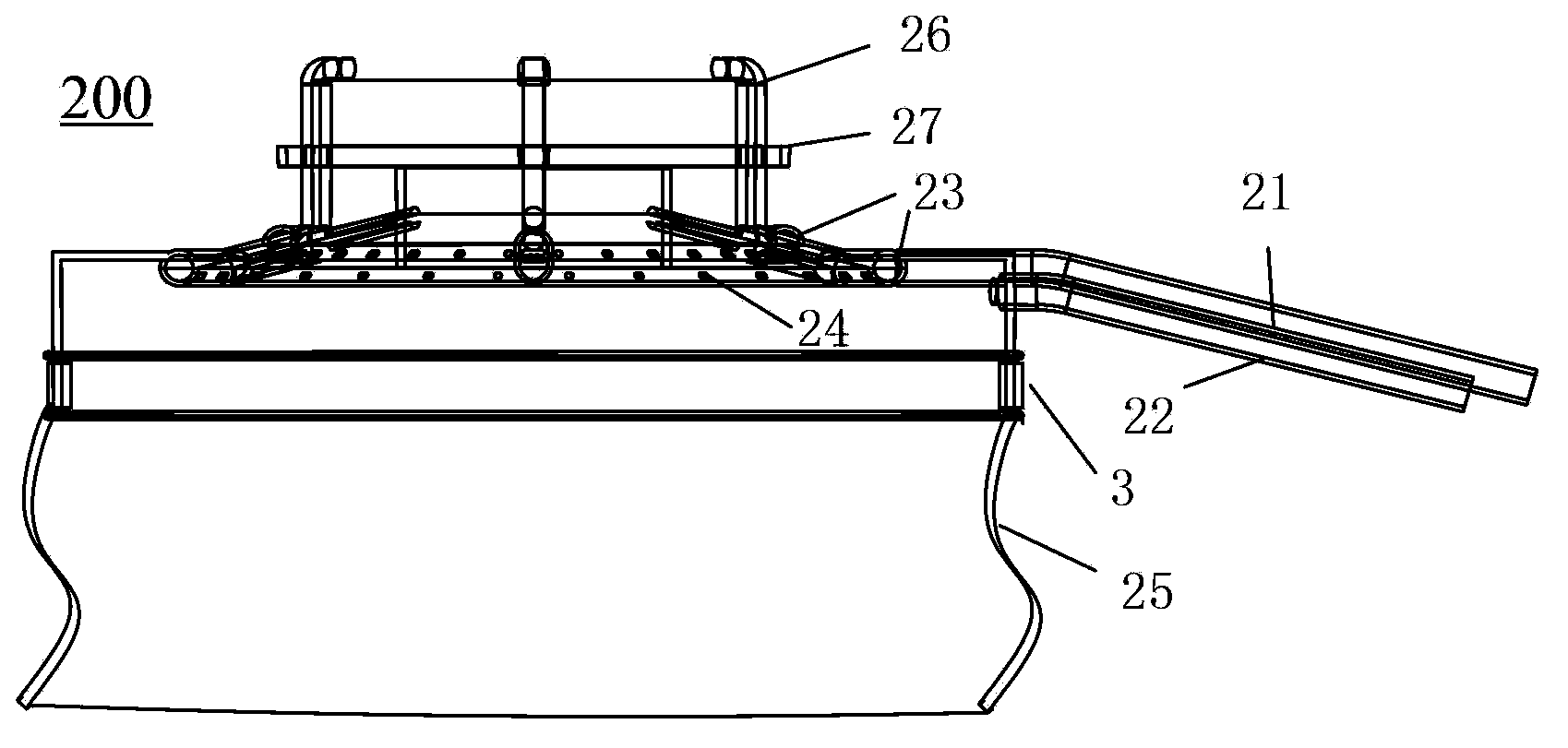
[0057] The outer cover 210 is an inverted T-shaped round cover made up of two round covers with a small top and a large bottom, and the two ends are not closed;
[0058] An argon blowing tube 21, one end leads into the outer cover 210 and is fixed to the wall of the larg...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More