

Hydro-mechanical deep drawing forming method capable of improving surface precision of large-scale thin-wall curved-surface part
A technology of liquid-filled deep drawing and curved surface parts, which is applied in the direction of forming tools, metal processing equipment, manufacturing tools, etc., can solve the problems affecting the accuracy of the surface, etc., and achieve the improvement of anti-instability and cracking ability, high hydraulic pressure, and anti-instability ability Improved effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
[0025] Specific implementation mode one: as Figure 1~5 As shown, the implementation process of a liquid-filled deep drawing forming method for improving the surface accuracy of large thin-walled curved parts described in this embodiment is as follows:
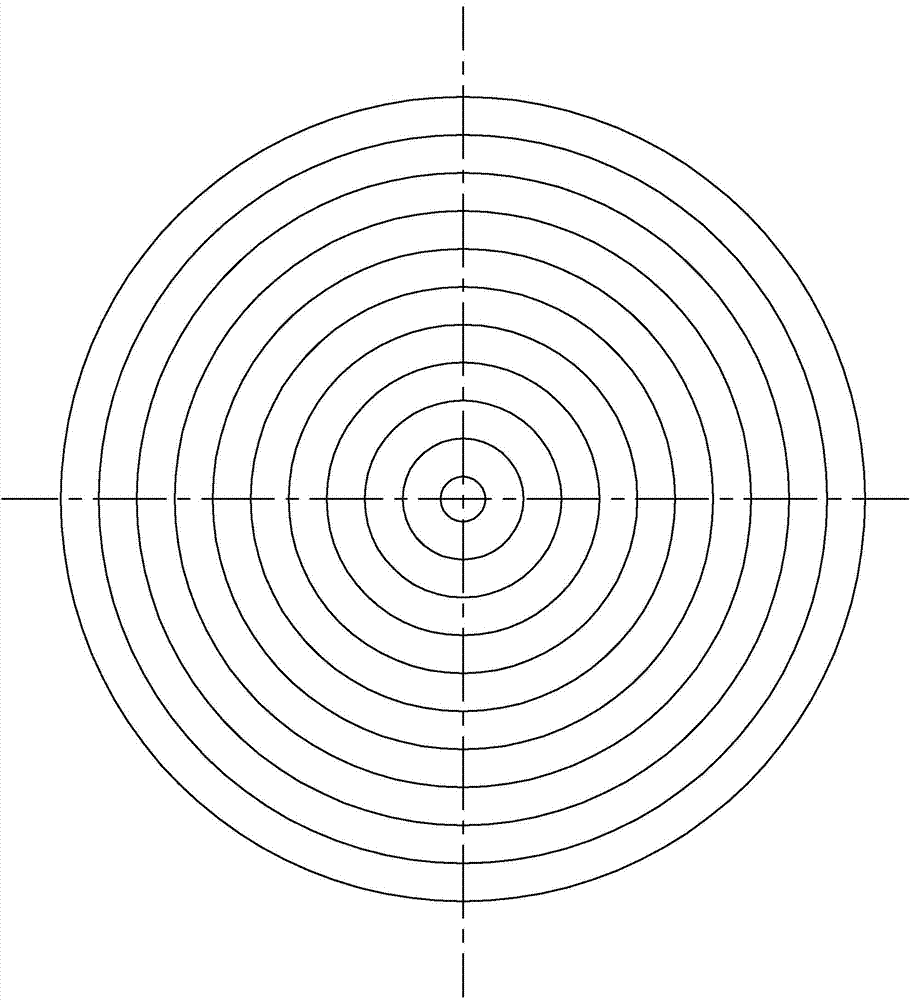
[0026] (1) Make a circular auxiliary forming sheet 1, draw concentric circles with a certain distance on it (the smaller the distance between the concentric circles, the better), such as figure 1 As shown, the points on the concentric circles are used as the wall thickness measurement points after forming;
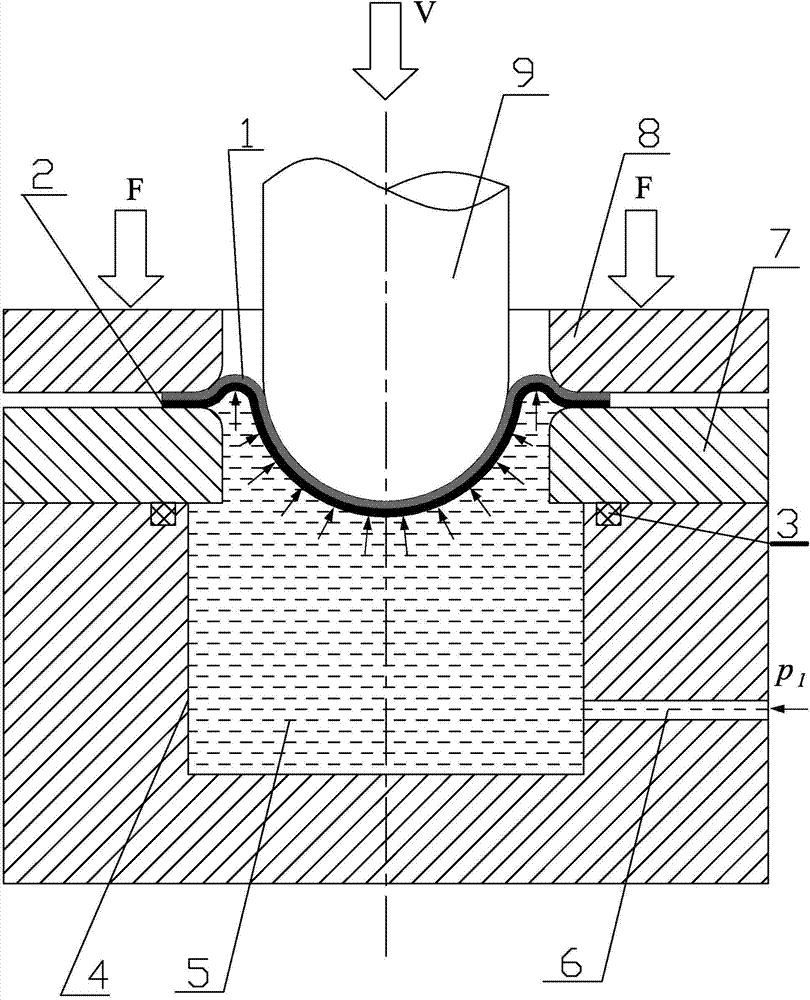
[0027] (2) The mold is in the open state, and the liquid medium 5 is filled from the liquid filling hole 6 to the liquid filling chamber 4 through the external hydraulic pump, and the target forming sheet 2 and the auxiliary forming sheet 1 are stacked on the die 7 On the top, the auxiliary forming sheet 1 is placed on the target forming blank 2, with the concentric circle facing upward, and the blank holder 8 connected t...
Embodiment 1
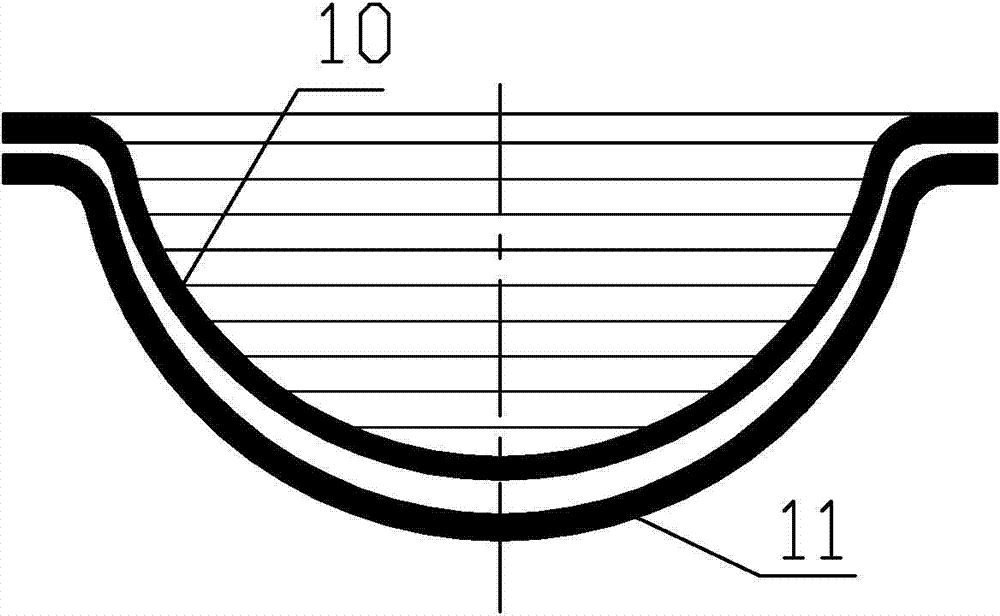
[0033] Embodiment 1: The inner contour of the target formed part is a semi-ellipsoid, and the generatrix equation is The target forming sheet is 304 stainless steel with an elastic modulus of 190Gpa. The target forming sheet has an outer diameter of Φ2600mm and a thickness of 3mm; the auxiliary forming sheet is Q235 steel with an elastic modulus of 210Gpa. The auxiliary forming sheet has an outer diameter of Φ2600mm and a thickness of 5mm. The initial convex model surface in the forming process is a semi-ellipsoid, and the generatrix equation is
[0034] The forming process is as follows:
[0035] (1) Make a circular auxiliary forming sheet 1, draw concentric circles with a spacing of 10mm on it, as a positioning line for diameter and wall thickness measurement, such as figure 1 shown;
[0036] (2) The mold is in the open state, and the auxiliary forming sheet 1 and the target forming sheet 2 are centered on the die 7, the auxiliary forming sheet 1 is placed on the target...
Embodiment 2
[0041] Embodiment 2: the inner contour of the target formed part is a semi-ellipsoid, and the generatrix equation is The target forming sheet is 2195 aluminum alloy, with an elastic modulus of about 72GPa. The target forming sheet has an outer diameter of Φ4000mm and a thickness of 3mm; the auxiliary forming sheet is 45 steel, with an elastic modulus of about 210GPa, and the outer diameter of the auxiliary forming sheet is Φ4000mm, thickness 8mm. The initial convex model surface in the forming process is a semi-ellipsoid, and the generatrix equation is
[0042] The forming steps are exactly the same as in Example 1. Due to the changes in the material and specifications of the parts, the parameters of the forming are changed as follows:
[0043] In step (2): the mold is also composed of a left punch, a die, a blankholder, a liquid-filled chamber, etc., and the applied blankholder force is 3750KN, and a pressure of 5 MPa is established inside the liquid-filled chamber 4;
...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More