Metal matrix self-lubricating composite material and preparation method thereof
A technology of self-lubricating materials and composite materials, applied in the field of metal-based self-lubricating composite materials and their preparation, can solve unsatisfactory problems and achieve good lubrication and wear resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0028] The present invention also provides a method for preparing a metal-based self-lubricating composite material, comprising the following steps:
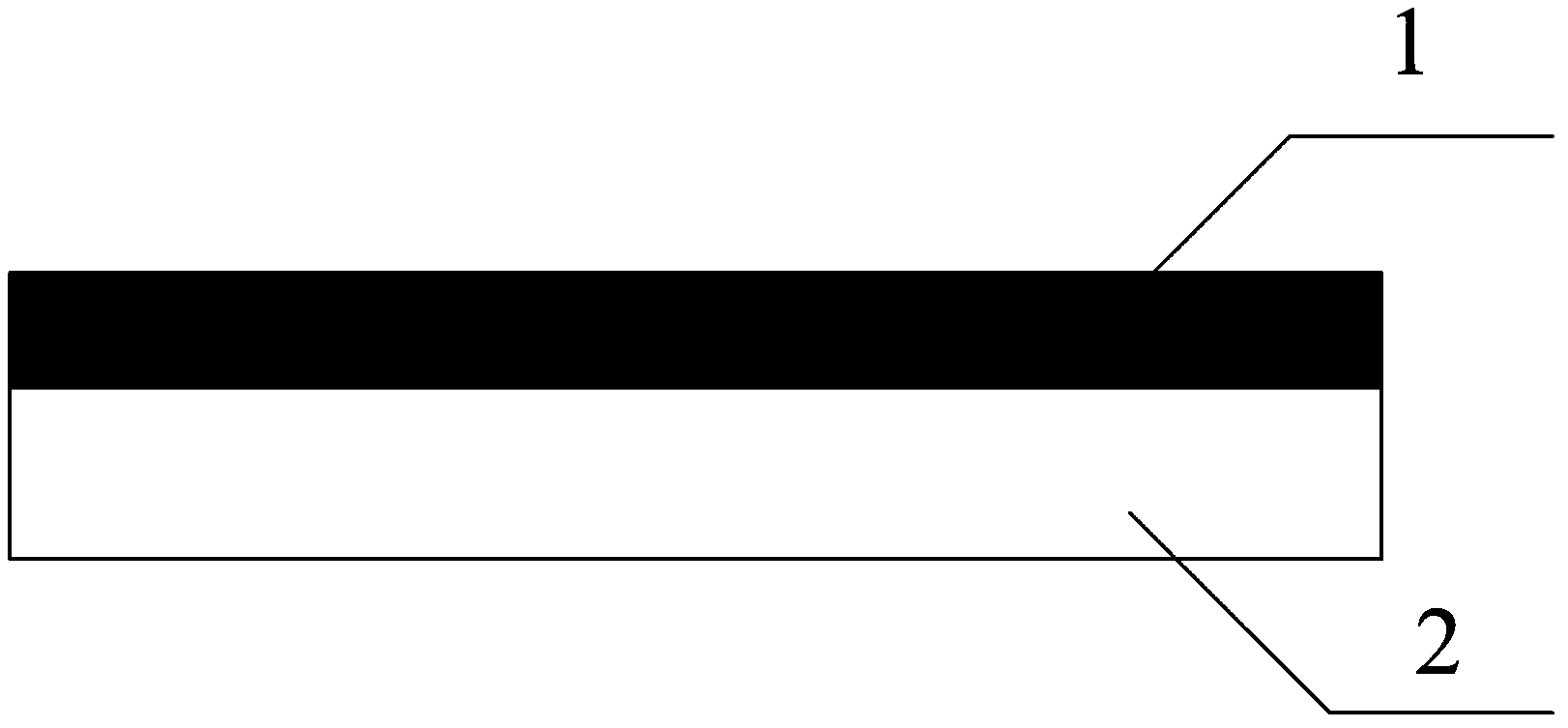
[0029] a) Sintering copper alloy powder on the surface of the metal substrate to form a copper alloy layer on the surface of the metal substrate;
[0030] b) Scraping or dip-coating a self-lubricating material on the surface of the copper alloy layer, then vacuumizing to obtain a metal plate, and drying the metal plate;
[0031] c) repeat step b) multiple times;
[0032] d) Sintering the metal plate obtained in step c) to obtain a metal-based self-lubricating composite material.
[0033] According to the present invention, in the process of preparing the metal-based self-lubricating composite material, copper alloy powder is first sintered on the surface of the metal substrate to form a copper alloy layer on the surface of the metal substrate. Wherein, the metal substrate includes but not limited to carbon steel, stainless ste...
Embodiment 1
[0043] The 1.8mm cold-rolled carbon steel sheet provided by the company is used as the metal substrate, and the copper alloy powder with a particle size of 60-200 mesh is covered on one surface of the metal substrate. The copper alloy powder includes 10wt% tin, 10wt% lead and The remaining amount of copper; then the metal substrate is sintered in nine areas of the sintering furnace in sequence, the linear speed of the sintering is 260mm / min, the furnace temperature of the first to second areas of the sintering furnace is 750 ° C, and the third area to The furnace temperature in District 9 is 810°C. After the sintering is completed, a copper alloy layer is formed on the surface of the metal substrate, and the thickness of the copper alloy layer is 1.2±0.1mm;
[0044] Colloidal graphite, molybdenum disulfide and polytetrafluoroethylene are configured with 1000g of self-lubricating material according to the mass ratio of 0.25:1:3.5;
[0045] Use a scraper to scrape a layer of sel...
Embodiment 2
[0051] A 2mm cold-rolled carbon steel sheet is used as the metal substrate, and copper alloy powder with a particle size of 100 to 140 mesh is covered on one surface of the metal substrate, wherein the copper alloy powder includes 8wt% tin and the balance of copper; then the metal substrate Carry out sintering in nine areas of the sintering furnace in sequence, the linear speed of the sintering is 350mm / min, the furnace temperature of the first and second areas of the short plate furnace is 750°C, and the furnace temperature of the third area to the ninth area is 810°C , after the sintering is completed, a copper alloy layer is formed on the surface of the metal substrate, and the thickness of the copper alloy layer is 2.5mm;
[0052] Colloidal graphite, molybdenum disulfide and polytetrafluoroethylene are configured with 1000g of self-lubricating material according to the mass ratio of 0.25:1:3.5;
[0053] Use a scraper to scrape a layer of self-lubricating material on the su...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size (mesh) | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com