

Full penetration fillet weld back-gouging-free welding technology
A welding process and fillet weld technology, applied in the field of full penetration fillet weld root-free welding process, can solve the problems of difficult correction of distortion and deformation, lack of fusion, weakened root strength, etc., so as to improve the welding qualification rate and ensure construction. Quality, the effect of simplifying the welding process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0023] The specific implementation manners of the present invention will be described in detail below in conjunction with the accompanying drawings.
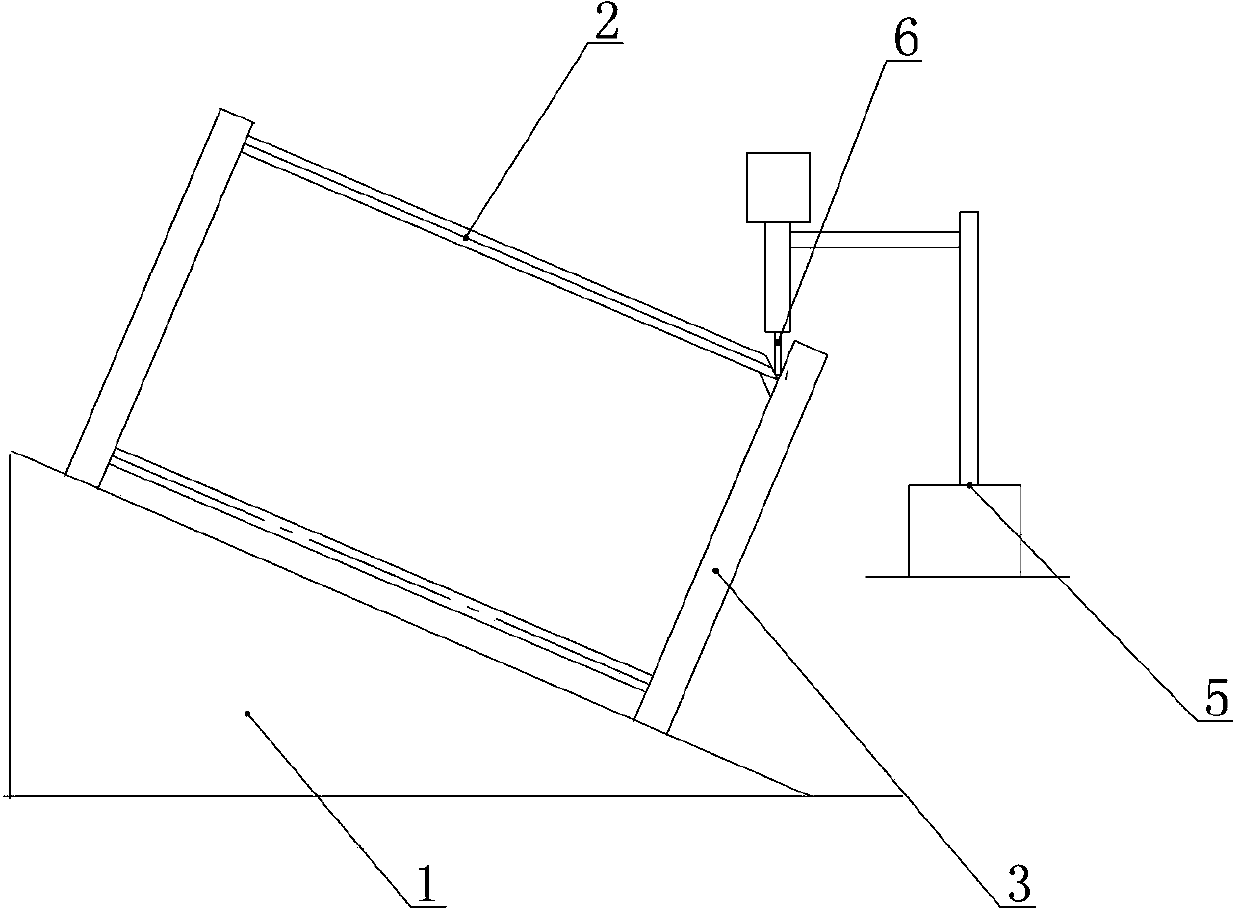
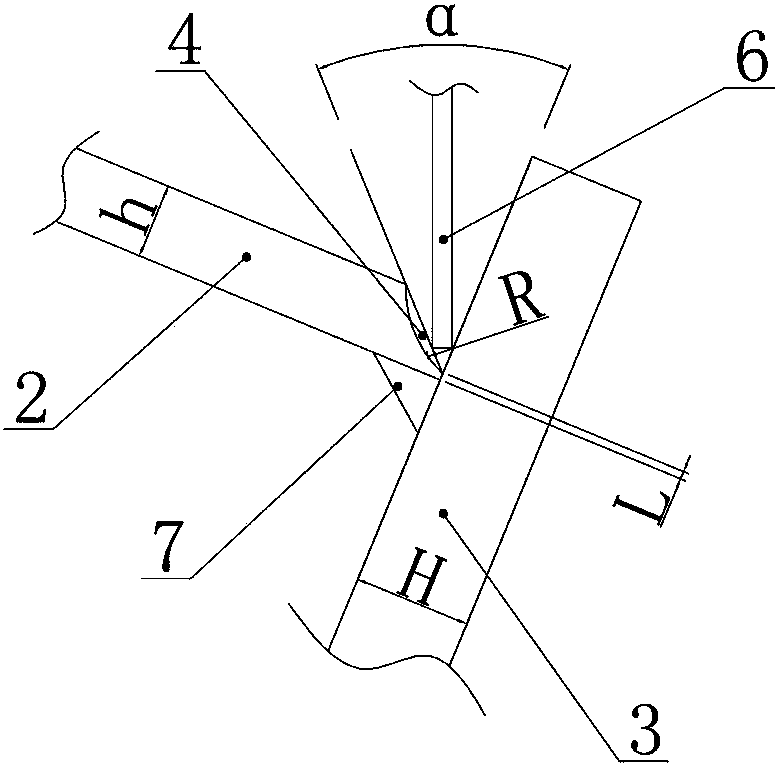
[0024] see figure 1 , figure 2 , this embodiment is the assembly and welding of a large box girder, the web thickness h is 16 mm, the wing plate thickness H is 24 mm, and the welding seam requirements are Class I welding seam requirements, and the steps adopted are as follows:
[0025] 1) Process the groove of the web 2 by planing machine (such as figure 2 ), the groove is a unilateral U-shaped groove, the groove angle α is 35°, the blunt edge L is 0-2mm, and the root arc radius R is 8mm;
[0026] 2) Make the welding tire, ensure the inclination angle of the welding tire, so that the center line of the welding wire is on the bisector of the angle between the web groove and the wing plate during welding;
[0027] 3) Place the web and wing plate tightly on the welding tire while ensuring its straightness and flatness, and pre...
PUM
| Property | Measurement | Unit |
|---|---|---|
| angle | aaaaa | aaaaa |
| radius | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More