

Machining method of group of holes in large-sized metal tube plate
A processing method and metal tube technology, which is applied in the processing field of large metal tube plate hole group, can solve the problems of long processing time, high production cost, high equipment price, etc., and achieve low equipment occupation cost, low production cost and high production efficiency Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
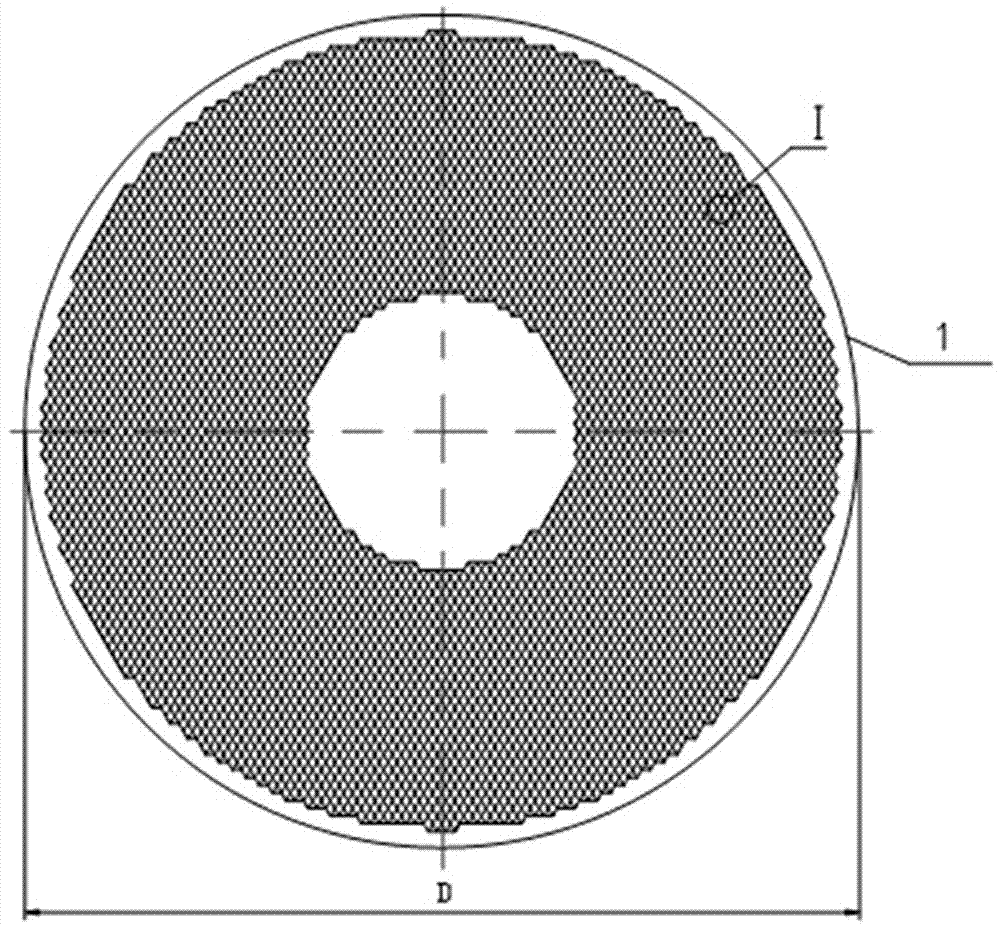
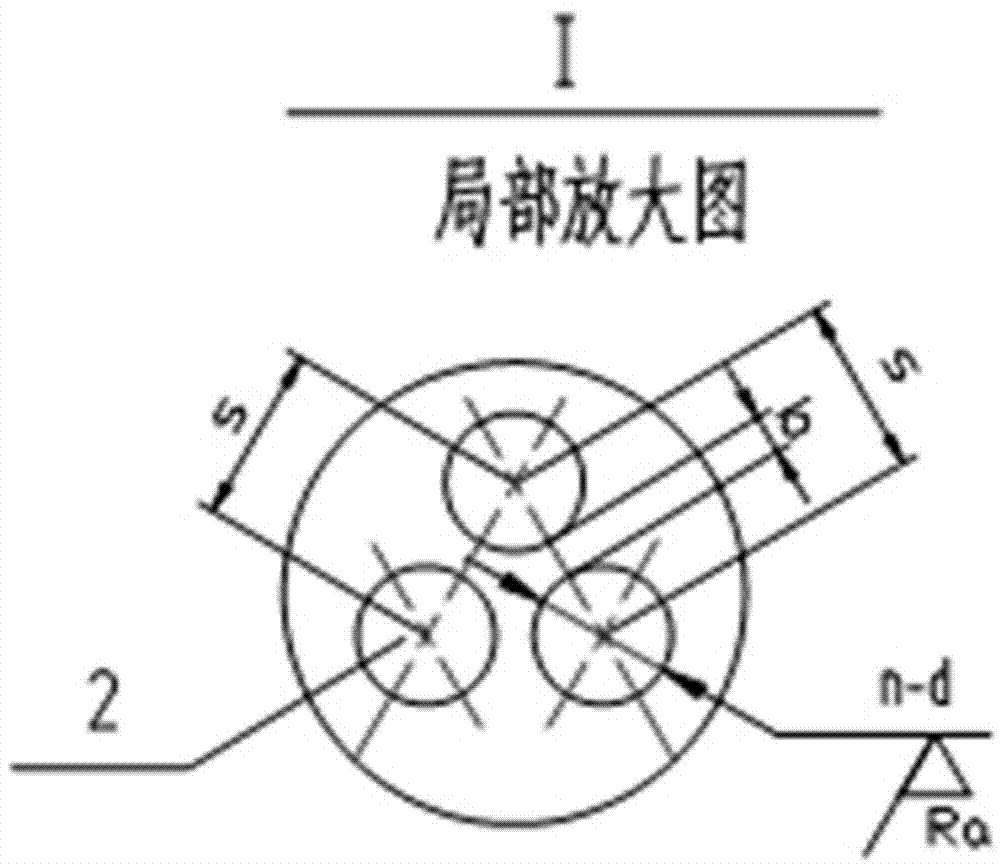
[0025] The key equipment of the 50,000 tons / year maleic anhydride plant - the upper and lower tube sheets of the tubular fixed tube sheet reactor, the diameter of the tube sheet is D = 6000 mm, the thickness is 140 mm, and the material is Q345R (normalizing) steel. Each tube plate is equipped with n=26180 reaction tube holes, design requirements: diameter of tube holes ㎜, the center distance between two adjacent holes s=32㎜; ≥96% of the bridge width between two adjacent holes b≥5.54㎜, the minimum bridge width between two adjacent holes b≥3.48㎜, and not exceeding 4% hole bridge number; tube hole verticality tolerance 0.1㎜, tube hole surface roughness Ra=6.3μm.
[0026] The implementation steps are as follows:
[0027] 1. According to the design drawing, prepare the drilling program for the position requirements of the tube hole 2 on the tube sheet 1;
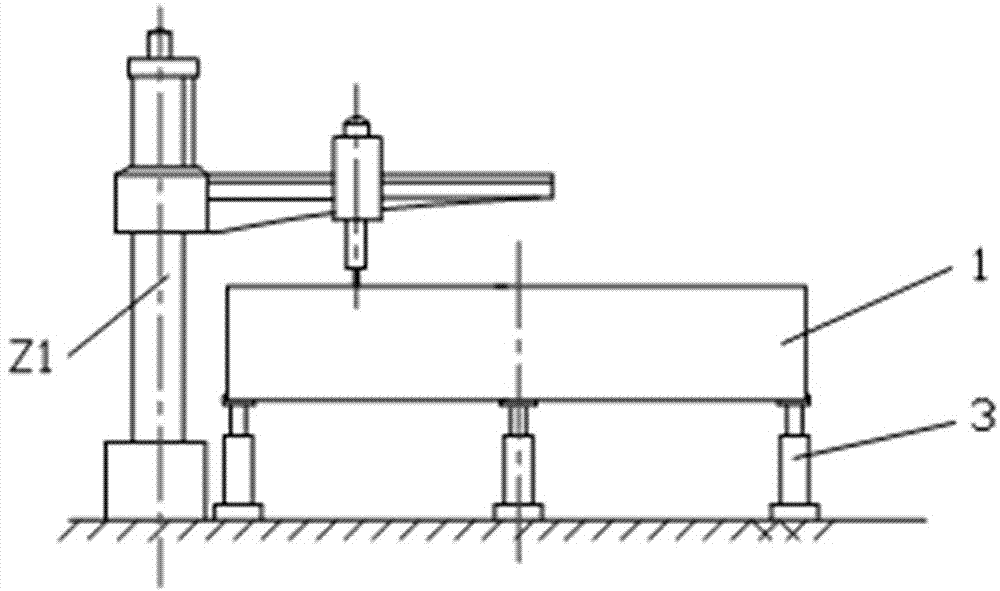
[0028] 2. Clamp the tube sheet 1 on the TX6916 CNC boring and milling machine;
[0029] 3. Start the CNC boring and milling...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More