

Method for realization of co-curing of reinforcing rib web composite produced part by high strength soft tooling
A high-strength, stiffening rib technology, applied in the field of high-performance carbon fiber composite structural parts manufacturing, can solve the problems of high manufacturing and maintenance costs of metal core molds, affecting the internal molding quality of the parts, and excessive thickness of the T-shaped ribs of the parts. , to improve the qualification rate and efficiency, avoid the thermal hysteresis effect, and reduce the manufacturing cycle.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0027] The present invention will be further described below in conjunction with the accompanying drawings and specific embodiments.
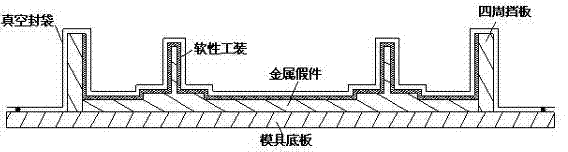
[0028] The invention uses a metal mold to form a fiber-reinforced rubber soft tooling. After the soft tooling is formed, it has a certain structural rigidity through reinforcement means. Finally, the soft tooling is used to complete the vertical and horizontal T-shaped ribs to strengthen the web structure. molding process. The detailed process is as follows:
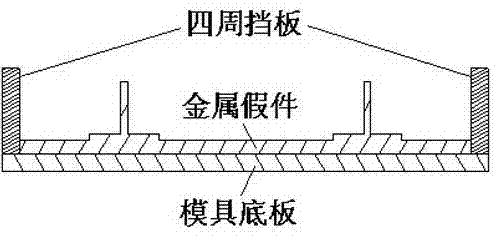
[0029] Firstly, by means of mechanical manufacturing, a metal dummy that is exactly the same in size as the composite material part, and the bottom plate of the soft tooling molding mold with surrounding baffles are processed. There is a cooperative relationship between the two, such as figure 1 shown.
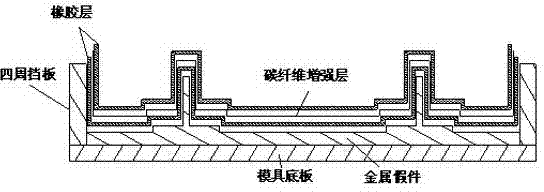
[0030] Use the cavity formed by the metal dummy and the surrounding baffles to lay soft tooling. The soft tooling uses silicone rubber as the main material, and the rubber is laid laye...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More