A non-magnetic stabilizer forging process
A magnetic stabilizer and process technology, which is applied in the field of forging, can solve the problems of limited size range, large margin for small tables, and high production costs, and achieve the effects of reducing heating and forging time, good surface quality, and qualified intergranular corrosion
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
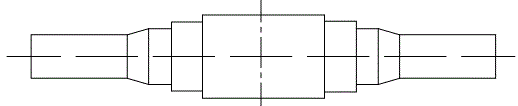
[0013] A non-magnetic stabilizer forging process, according to figure 1 The parts diagram of the non-magnetic stabilizer mentioned in the above, comprehensively consider the forging conditions of the hydraulic press and the precision forging machine, respectively determine the forging allowance of the large step and the small step, and reasonably design the forging diagram, so as to determine the weight of the forging, the weight of the steel ingot or the electroslag ingot . To produce a non-magnetic stabilizer with a model size of 26"×9-1 / 2"×120", the steps of the forging process are as follows:
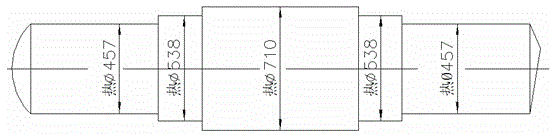
[0014] Step S01: Forging by hydraulic press: Put 7.2 tons of non-magnetic electroslag ingot into the furnace and heat it to 1200°C, keep it warm for 8 hours, upsetting to Ø1200 on a 5000-ton hydraulic press, and then pulling it to Ø710, then scoring, and the two ends Ø538 and Ø457 small steps are forged, such as figure 2 shown;
[0015] Step S02: Intensified forging by precision...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More