

Welding method for steel plate of ocean platform
A welding method and offshore platform technology, applied to welding equipment, welding accessories, welding/welding/cutting items, etc., to achieve significant progress, highlight substantive features, and avoid arcing effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
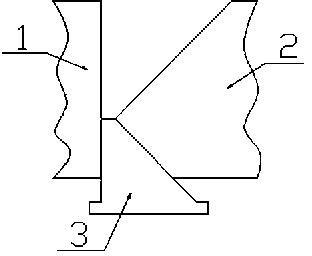
[0027] As can be seen from the accompanying drawings, a steel plate welding method for an offshore platform of the present scheme is characterized in that it comprises the following steps:
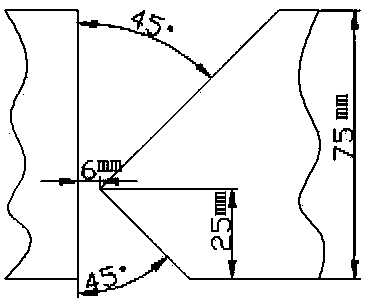
[0028] 1) The thickness of the steel plate used is 75mm, and the groove is processed on the steel plate joint, and the groove is assembled to make the groove K-shaped. The steel plate is processed by mechanical milling to form the groove. The depth of the upper part of the groove is 50mm, and the depth of the lower part of the groove is 25mm, that is, the ratio of the depth of the front side of the groove to the depth of the back side is 2:1, the angle of the groove is 45°, the root of the K-shaped groove is a gap of 6mm, and the size of the blunt side of the groove is 0mm;
[0029] 2) Fix the water-cooled copper strip on the back of the K-shaped groove, and the water-cooled copper strip is used to lift the molten pool during the front bottom welding;
[0030] 3) First, preheat the steel p...
specific Embodiment 2
[0034] As can be seen from the accompanying drawings, a steel plate welding method for an offshore platform of the present scheme is characterized in that it comprises the following steps:
[0035] 1) The thickness of the steel plate used is 75mm, and the groove is processed on the steel plate joint, and the groove is assembled to make the groove K-shaped. The steel plate is processed by mechanical milling to form the groove. The depth of the upper part of the groove is 50mm, and the depth of the lower part of the groove is 25mm, that is, the ratio of the depth of the front side of the groove to the depth of the back side is 2:1, the angle of the groove is 45°, the root of the K-shaped groove is a gap of 6mm, and the size of the blunt side of the groove is 0mm;
[0036] 2) Fix the water-cooled copper strip on the back of the K-shaped groove, and the water-cooled copper strip is used to lift the molten pool during the front bottom welding;
[0037] 3) First, preheat the steel p...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Size | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More