Belt scale material feed metering control device and control method thereof
A technology of a control device and a control method, applied in the field of measurement, can solve the problems of chaotic material management, backward management methods, lack of material tracking management, etc., and achieve the effect of reducing work intensity and high promotion value
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
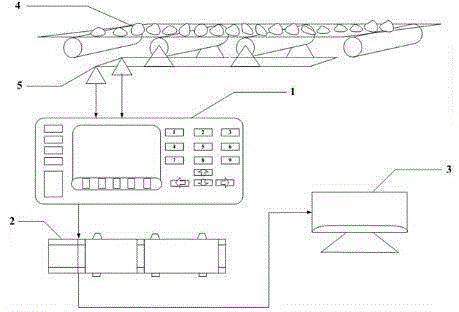
[0020] like figure 1 As shown, a raw material distribution and measurement control device for a belt scale includes a belt scale 5, the belt scale 5 is connected to a weighing control instrument 1, and the weighing control instrument 1 is connected to a programmable logic controller 2, the programmable logic controller 2 Connect the material distribution monitoring computer 3.
[0021] Among them, the belt scale 5 adopts SA-600 8-unit array belt scale produced by Nanjing Sanai Company. The belt scale 5 is composed of an array of multiple weighing units, which can work reliably in harsh environments and has extremely high weighing stability. The error can be kept within 2‰ for a long time. The weighing control instrument 1 adopts the 201H weighing instrument produced by Nanjing Sanai Company. The weighing control instrument 1 adopts 87C520 CPU and 24-bit A / D converter, and its function is such that the PID current output can be passed through the governor or frequency converte...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More