

Thermal forming and water cooling process of uniform-section boron steel pipe
A hot forming, equal-section technology, applied in forming tools, heat treatment furnaces, manufacturing tools, etc., can solve the problems of low cooling efficiency, tight mold formation, and inability to form martensite structure, and achieve uniform mechanical properties and elongation. improved effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0048] Embodiment 1: The inflation thermoforming process of the boron steel pipe, the material of the boron steel pipe is boron steel 22MnB5, the material thickness is 2.6mm, the outer diameter of the constant section is 100mm, and the length is 850mm;
[0049] The above-mentioned workpieces are specifically processed through the following steps:
[0050] 1. Boron steel straight pipe preparation, material thickness 2.6mm, outer diameter 100mm, length 1000mm;
[0051] 2. Heating to 900°C in the heating device to completely austenitize the boron steel pipe;
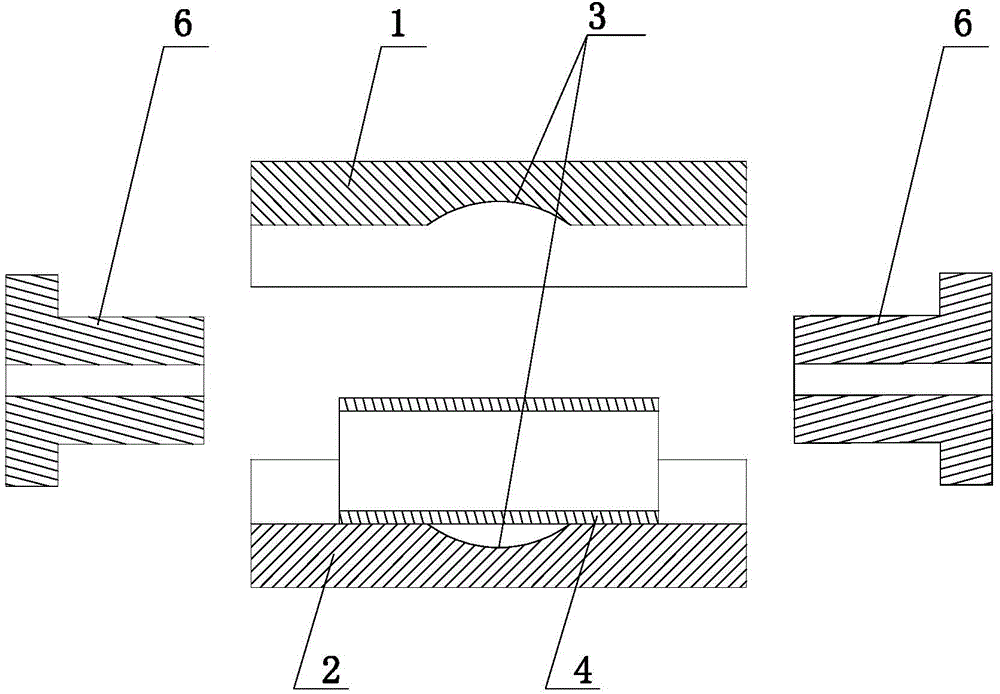
[0052] 3. If Figure 1a As shown, the boron steel pipe material is placed in the mold within 6 seconds, the initial opening height of the press is 800mm, and it is closed and formed at a speed of 300mm / s;
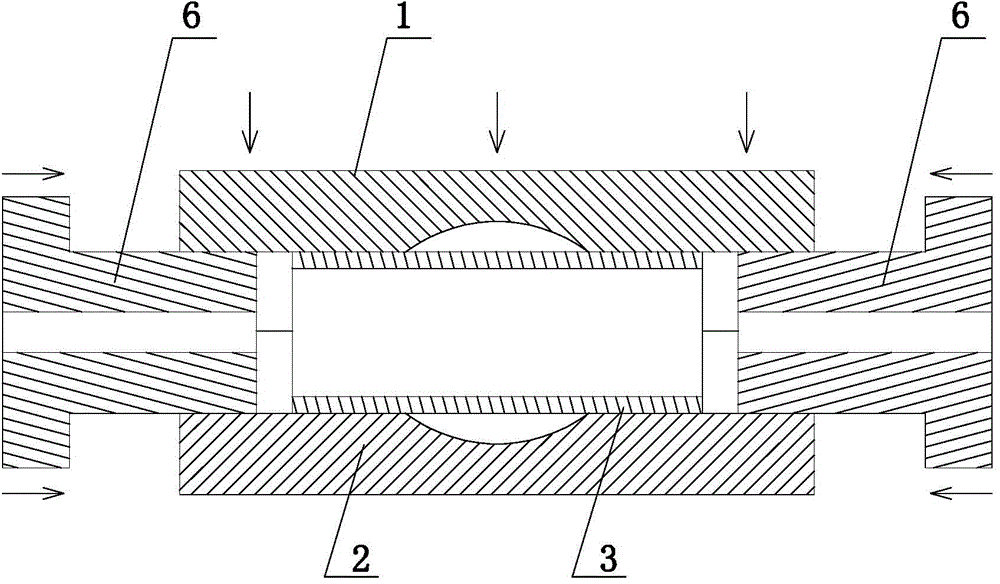
[0053] 4. If Figure 1b As shown, the axial cylinders on both sides of the mold push the front head to seal the pipe fittings to form a closed cavity;
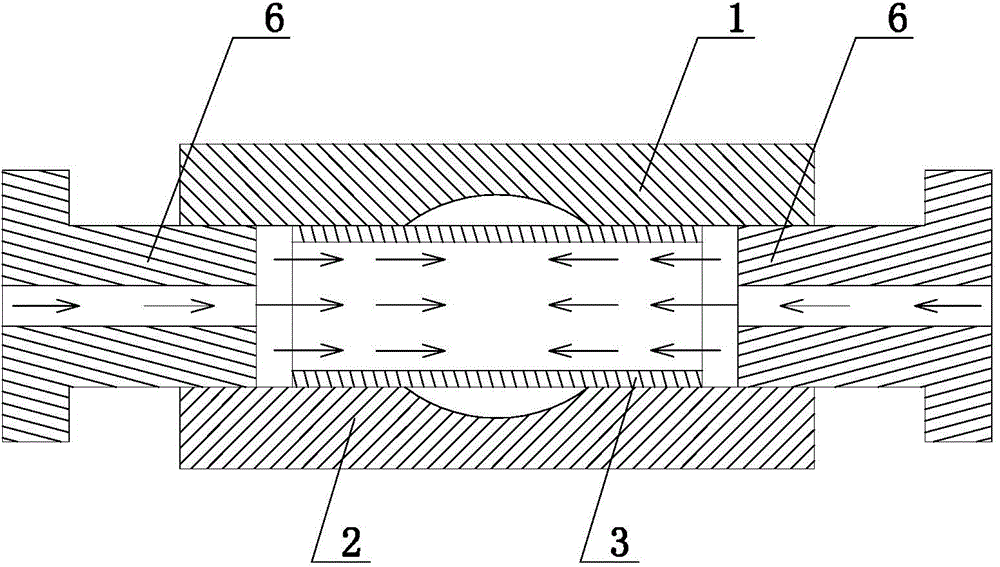
[0054] 5. If Figure 1c , Figure 1d , Figure 1e As shown, ...
Embodiment 2
[0058] Embodiment 2: The hot forming and water cooling process of the boron steel pipe, the material of the boron steel pipe is boron steel 22MnB5, the material thickness is 2mm, the cross-sectional outer diameter is 130mm, and the developed length is 1050mm.
[0059] The above-mentioned workpieces are specifically processed through the following steps:
[0060] 1. Boron steel straight pipe preparation, material thickness 2.0mm, pipe outer diameter 130mm, length 1200mm;
[0061] 2. Heating to 900°C in the heating device to completely austenitize the boron steel pipe;
[0062] 3. If Figure 1a As shown, the boron steel pipe material is placed in the mold within 6 seconds, the initial opening height of the press is 800mm, and it is closed and formed at a speed of 300mm / s, and the thermoforming of the part is completed;
[0063] 4. If Figure 1b As shown, the axial cylinders on both sides of the mold push the front head to seal the pipe fittings to form a closed cavity;
[00...
PUM
| Property | Measurement | Unit |
|---|---|---|
| strength | aaaaa | aaaaa |
| strength | aaaaa | aaaaa |
| strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More