

Vacuum secondary hot pressing manufacturing process of a high-strength polycrystalline diamond wire drawing die
A polycrystalline diamond, secondary hot pressing technology, applied in the field of wire drawing dies, can solve the problems of service life and die repair not satisfying people, and achieve the effects of less cracks, elimination of elastic strain, and reduction of particle size.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
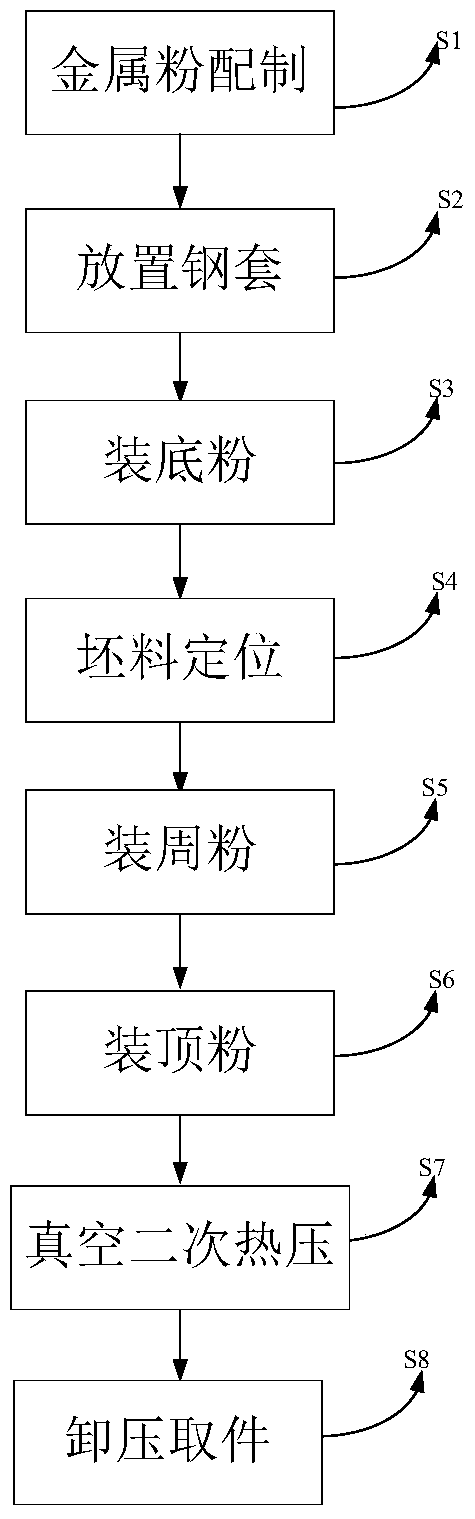
[0035] S1. Mix the metal powders evenly according to the mass proportion listed in Example 1 in Table 1;
[0036] S2, the steel sleeve is placed in the lower cavity of the upper mold 1, and then the cylinder of the lower mold 2 is placed in the lower cavity of the upper mold 1, so that the steel sleeve is installed between the upper mold 1 and the lower mold 2;
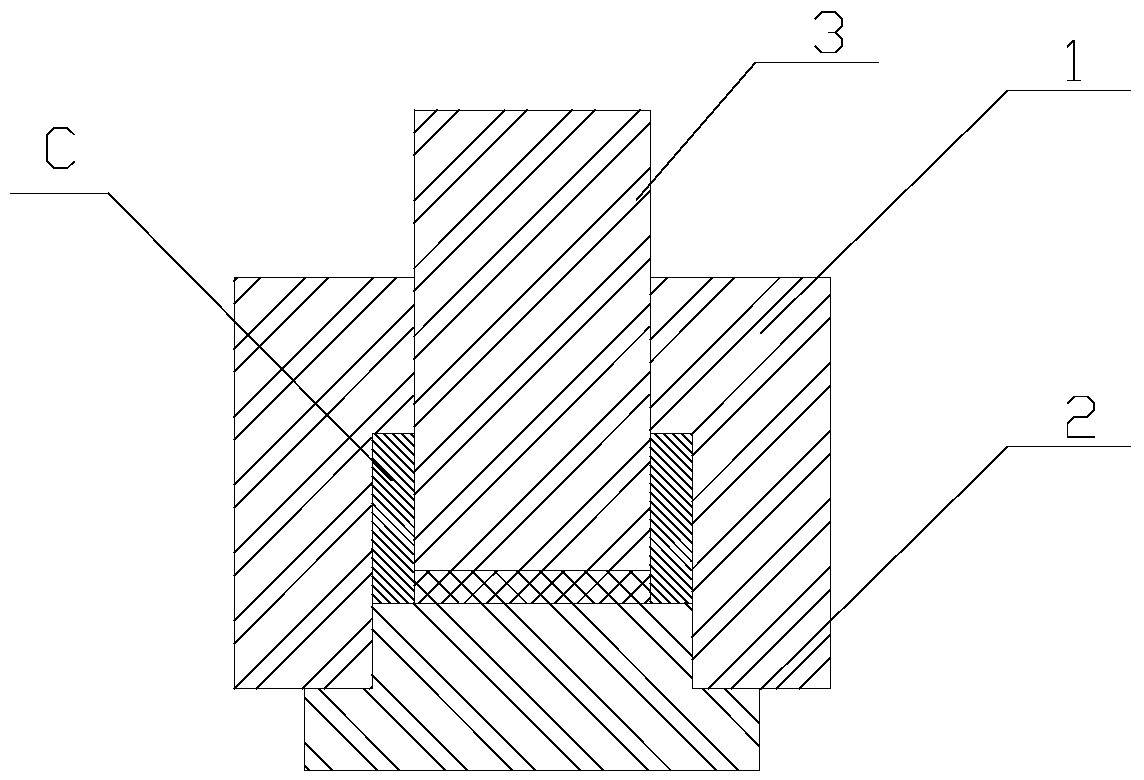
[0037] S3. Weigh the metal powder prepared in unit A S1 and pour it into the steel sleeve, vibrate the graphite mold to make the metal powder even and smooth, insert the graphite pressure column from the upper cavity into the upper mold 1, as image 3 As shown, the graphite pressing column presses the metal powder, and the combination of upper mold 1, lower mold 2, steel sleeve, metal powder and graphite pressing column is put into the sintering machine, and the metal powder is compacted by cold pressing at a pressure of 10MPa on the sintering machine , the compacted metal powder forms the bottom of the insert;
[00...
Embodiment 2
[0045] S1, mix each metal powder evenly according to the mass proportion listed in Example 2 in Table 1;
[0046] S2, the steel sleeve is placed in the lower cavity of the upper mold 1, and then the cylinder of the lower mold 2 is placed in the lower cavity of the upper mold 1, so that the steel sleeve is installed between the upper mold 1 and the lower mold 2;
[0047] S3. Weigh the metal powder prepared in unit A S1 and pour it into the steel sleeve, vibrate the graphite mold to make the metal powder even and smooth, insert the graphite pressure column from the upper cavity into the upper mold 1, as image 3 As shown, the graphite pressing column presses the metal powder, and the combination of the upper mold 1, the lower mold 2, the steel sleeve, the metal powder and the graphite pressing column is put into the sintering machine, and the metal powder is compacted by cold pressing at a pressure of 15 MPa on the sintering machine , the compacted metal powder forms the bottom ...
Embodiment 3
[0055] S1, mix each metal powder evenly according to the mass proportion listed in Example 3 in Table 1;
[0056] S2, the steel sleeve is placed in the lower cavity of the upper mold 1, and then the cylinder of the lower mold 2 is placed in the lower cavity of the upper mold 1, so that the steel sleeve is installed between the upper mold 1 and the lower mold 2;
[0057] S3. Weigh the metal powder prepared in unit A S1 and pour it into the steel sleeve, vibrate the graphite mold to make the metal powder even and smooth, insert the graphite pressure column from the upper cavity into the upper mold 1, as image 3 As shown, the graphite pressing column presses the metal powder, and the combination of upper mold 1, lower mold 2, steel sleeve, metal powder and graphite pressing column is put into the sintering machine, and the metal powder is compacted by cold pressing at a pressure of 10MPa on the sintering machine , the compacted metal powder forms the bottom of the insert;
[00...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More