Hot stamping production line
A hot stamping forming and production line technology, which is applied to forming tools, feeding devices, positioning devices, etc., can solve the problems of long occupation time of robots, decreased production efficiency, large floor space, etc., and achieves simple structure and small heat loss. , the effect of reducing the area
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0026] In order to make the above objects, features and advantages of the present invention more comprehensible, specific implementations of the present invention will be described in detail below in conjunction with the accompanying drawings. It should be noted that all the drawings of the present invention are in simplified form and use inaccurate scales, and are only used to facilitate and clearly assist the purpose of illustrating the embodiments of the present invention.
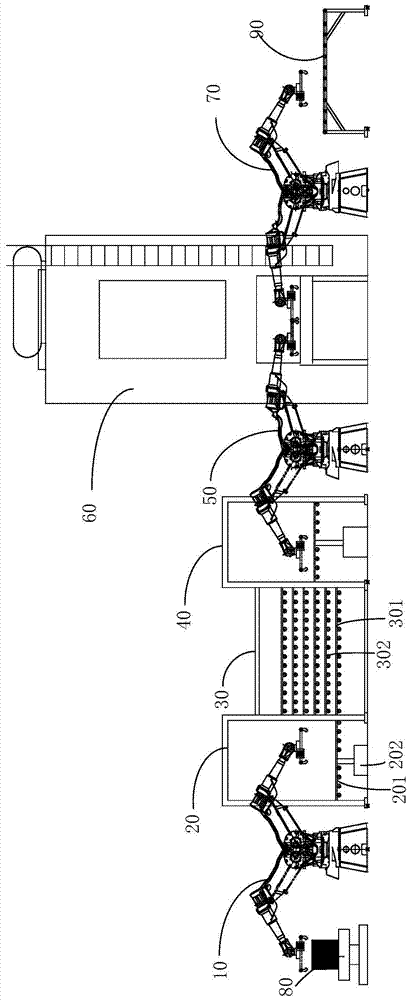
[0027] Such as figure 1 As shown, the hot stamping production line provided by the present invention includes: a feeding robot 10, a first lifting platform 20, a heating furnace 30, a second lifting platform 40, a feeding robot 50, a press 60 and an unloading robot 70 arranged in sequence . Wherein, the heating furnace 30 is a roller hearth type multi-layer heating furnace, and a multi-layer rolling table 301 is arranged in the furnace, and the first and second lift tables 20, 40 both include a transmi...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com