

Weld appearance shape based on line laser scanning and surface defect detection method
A technology for defect detection and weld appearance, applied in the direction of optical defect/defect test, measuring device, optical device, etc., can solve the problems of laser recognition difficulty, affecting detection accuracy, interference of normal defect detection, etc., to achieve accurate detection, High-quality weld production and the effect of improving detection efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
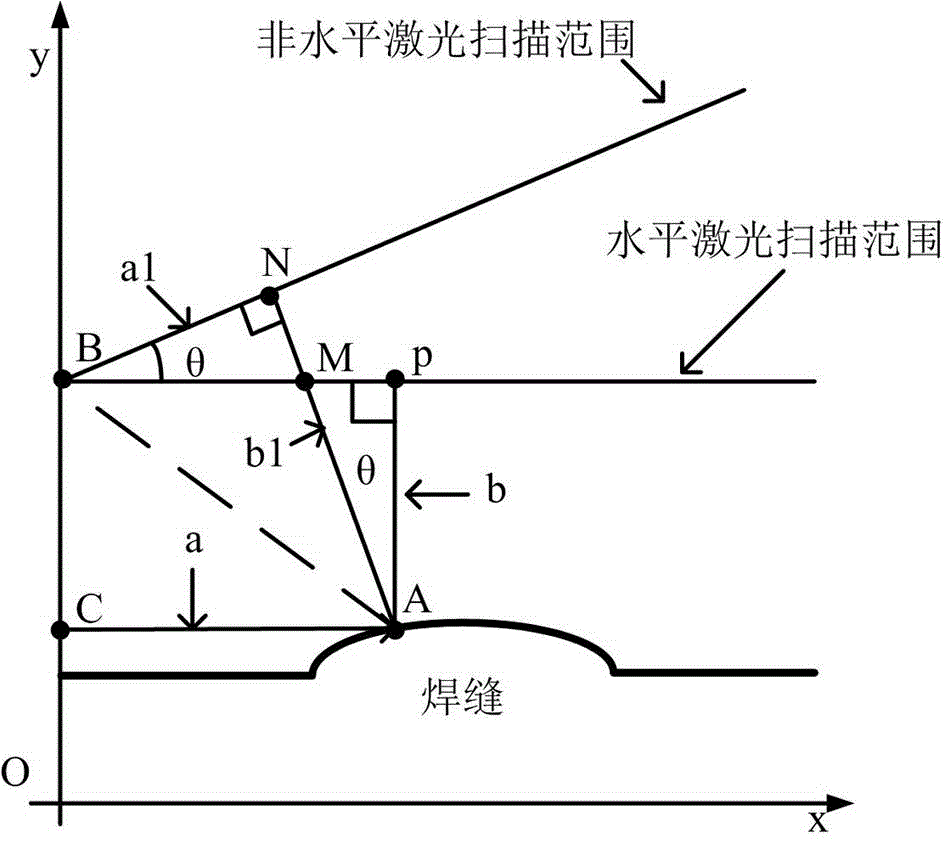
[0068] For ease of description, in this embodiment, the longitudinal direction of the weld seam is first set as the Z-axis direction, the section direction as the X-axis direction, and the height as the Y-axis direction.
[0069] A line laser generating device is located in the Y-axis direction of the weld, and can generate a line laser beam in the X-axis direction, which is projected and focused on the surface of the weld seam, and scans the weld seam section in the X-axis direction.
[0070] A photodetector images the line laser on the weld surface from another angle. Due to the different heights of the position where the line laser is irradiated on the surface of the weld, the angles of the scattered or reflected laser light received by the photodetector are also different. For any laser point of the line laser, the photodetector will obtain the position of the spot image, from which the The position height of the laser irradiation point on the surface of the weld seam, so ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More