

Production method for non-annealed medium carbon cold heading steel hot-rolled wire rod
A production method and carbon cold heading technology are applied in the production field of annealing-free medium carbon cold heading steel hot-rolled wire rods, which can solve the problems of increasing investment in super-heavy-duty finishing rolling units, and achieve the enhancement of competitive advantages, reduction of drawing amount, cost reduction effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0025] Embodiment 1: The production method of the annealing-free medium-carbon cold-heading steel hot-rolled wire rod is as follows.
[0026] (1) Molten steel is smelted and continuously cast into slabs. The components are as follows by weight percentage: C 0.19%, Si 0.06%, Mn 0.63%, Cr 0.95%, P 0.013%, S 0.005%, the rest is iron and inevitable impurities .
[0027] (2) The billet is opened after being slowly cooled for 72 hours, and the hot rolled billet after the billet is slowly cooled for 72 hours.
[0028] (3) Heat the slow-cooled hot-rolled billet to 1160℃ for 120min; then dephosphorize with high-pressure water. The dephosphorization temperature is 1140℃, and the phosphorus removal water pressure is required to be at least 10MPa.
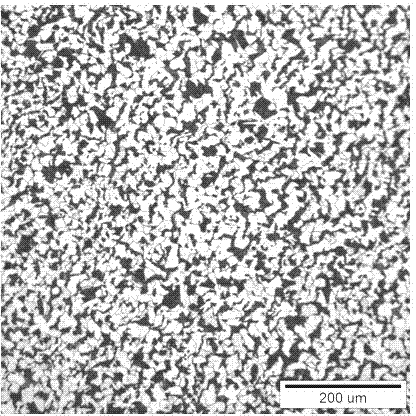
[0029] (4) The hot rolled billet after dephosphorization is subjected to 6+8 passes of rough and intermediate rolling, 4 passes of pre-finishing rolling, and 8 passes of finishing rolling; the finishing rolling temperature is 970℃, and the coiling tem...
Embodiment 2
[0032] Embodiment 2: The production method of the annealing-free medium-carbon cold-heading steel hot-rolled wire rod is as follows.
[0033] (1) Molten steel is smelted and continuously cast into steel billets. Its components are as follows by weight percentage: C 0.20%, Si 0.09%, Mn 0.64%, Cr 0.93%, P 0.016%, S 0.005%, the rest is iron and inevitable impurities .
[0034] (2) The billet is opened after being slowly cooled for 75 hours, and the hot-rolled billet after the billet is slowly cooled for 73 hours.
[0035] (3) The hot-rolled billet is heated to 1175℃ for 110min; then high-pressure water is used for dephosphorization. The dephosphorization temperature is 1150℃, and the dephosphorization water pressure is at least 10MPa.
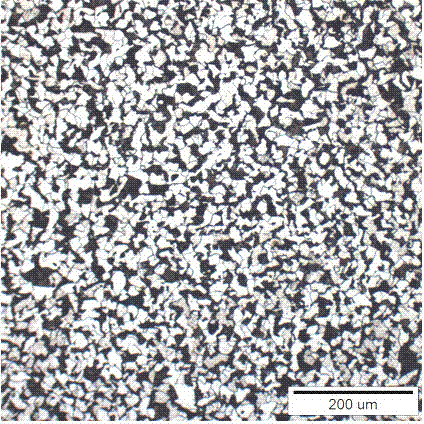
[0036] (4) The hot-rolled billet after dephosphorization is subjected to 6+8 passes of rough and intermediate rolling, 4 passes of pre-finishing rolling, 8 passes of finishing rolling, and the finishing rolling temperature is 980℃. After finishing rolling...
Embodiment 3
[0039] Embodiment 3: The production method of the annealing-free medium-carbon cold-heading steel hot-rolled wire rod is as follows.
[0040] (1) Molten steel is smelted and continuously cast into slabs. Its components are as follows by weight percentage: C 0.18%, Si 0.04%, Mn 0.66%, Cr 0.95%, P 0.012%, S 0.007%, the rest is iron and inevitable impurities .
[0041] (2) The billet is opened after slow cooling for 72 hours, and the hot rolled billet after the billet is slowly cooled for 70 hours.
[0042] (3) Heat the hot-rolled billet to 1155°C for a holding time of 135min; then dephosphorize with high-pressure water. The dephosphorization temperature is 1130°C, and the phosphorus removal water pressure is required to be at least 10MPa.
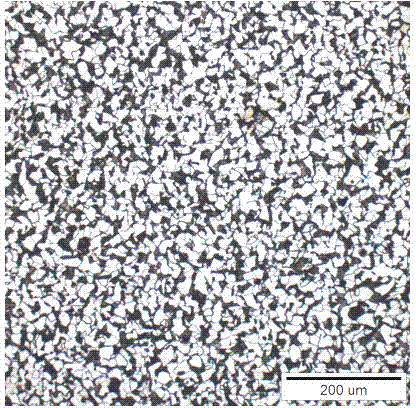
[0043] (4) The hot-rolled billet after dephosphorization is subjected to 6+8 passes of rough and intermediate rolling, 4 passes of pre-finishing rolling, 8 passes of finishing rolling, and the finishing rolling temperature is 990℃. After finishing ro...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Eccentricity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More