

Casting technology method for compression molding machine body
A casting process and technology of a compression molding machine, which is applied in the field of casting technology of the compression molding machine itself, can solve the problems of high cost, long wood mold production cycle, easy generation of shrinkage porosity, etc., and achieve improved wear resistance and impact resistance, saving Production cycle, the effect of saving production costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
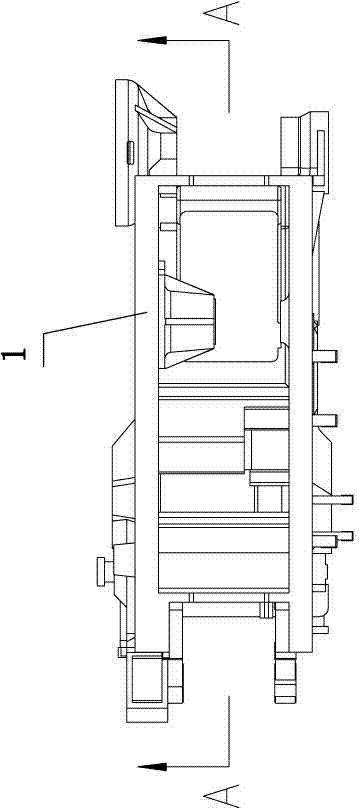
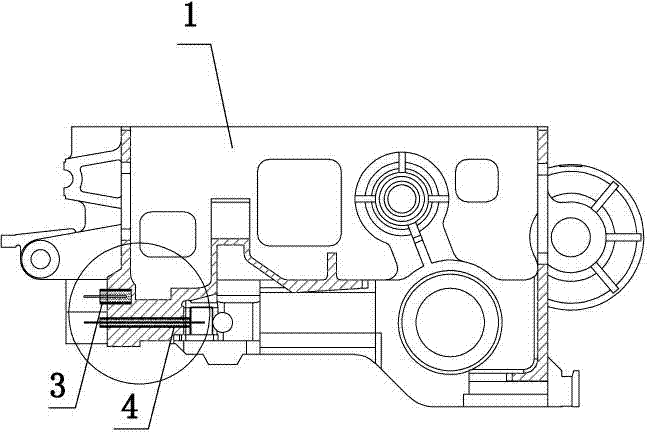
[0021] see Figure 1-5 , the present invention comprises the following steps:
[0022] (1) Foam model production: Add 0.92% shrinkage rate and 12mm machining allowance on the basis of the part drawing to make a three-dimensional map of the foam model, and divide it into 12 modules according to the structural characteristics of the compression molding machine. The polystyrene foam board with a density of 19g / l is cut into modules by CNC engraving and electric heating wire cutting, and the modules are bonded and assembled into a model. The foam model 1 is consistent with the shape of the casting of the compression molding machine , the structure is exactly the same;
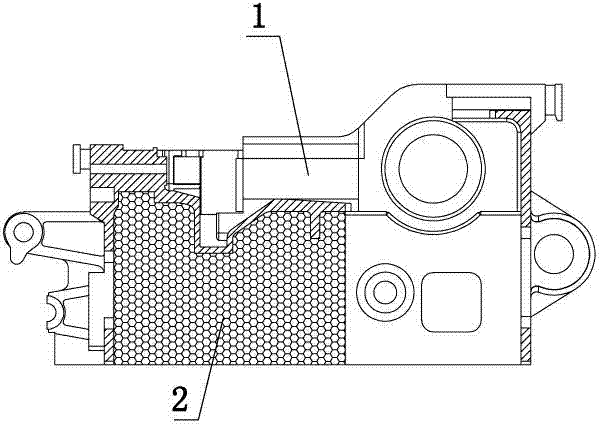
[0023] (2) Production of special foam tire mould: the polystyrene foam board material with a density of 20g / l is selected for mold making, and the shape and structure of the lower chamber of the special foam tire mold 2 are exactly the same as those of the casting of the compression molding machine. To ensure the...
Embodiment 2
[0032] see Figure 1-5 , the present invention comprises the following steps:
[0033] (1) Foam model production: Add 0.92% shrinkage rate and 12mm machining allowance on the basis of the part drawing to make a three-dimensional map of the foam model, and divide it into 12 modules according to the structural characteristics of the compression molding machine. The polystyrene foam board with a density of 20g / l is cut into modules by CNC engraving and electric heating wire cutting, and the modules are bonded and assembled into a model. The foam model 1 is consistent with the shape of the casting of the compression molding machine , the structure is exactly the same;
[0034] (2) Production of special foam tire mould: the polystyrene foam board material with a density of 21g / l is selected for mold making, and the shape and structure of the lower chamber of the special foam tire mold 2 are exactly the same as those of the casting of the compression molding machine. To ensure the...
Embodiment 3
[0043] see Figure 1-5 , the present invention comprises the following steps:
[0044] (1) Foam model production: Add 0.92% shrinkage rate and 12mm machining allowance on the basis of the part drawing to make a three-dimensional map of the foam model, and divide it into 12 modules according to the structural characteristics of the compression molding machine. The polystyrene foam board with a density of 19.5g / l is cut into modules by CNC engraving and electric heating wire cutting, and the modules are bonded and assembled into a model. The foam model 1 and the casting of the compression molding machine The shape and structure are exactly the same;
[0045] (2) Production of special foam tire mould: the polystyrene foam board material with a density of 20.5g / l is used to make the mould. , so as to ensure that it can be used as a bottom support during modeling;
[0046] (3) Drying paint: place the assembled model in a drying kiln at 58°C and bake for 11 hours, and paint the s...
PUM
| Property | Measurement | Unit |
|---|---|---|
| elongation | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More