

Laser cladding preparation method of Fe-based amorphous alloy coating with low friction coefficient
An amorphous alloy, low friction coefficient technology, applied in the plating of superimposed layers, metal material coating process, coating and other directions, can solve the problem of high friction coefficient, achieve simple process, low friction coefficient, wide application prospects Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
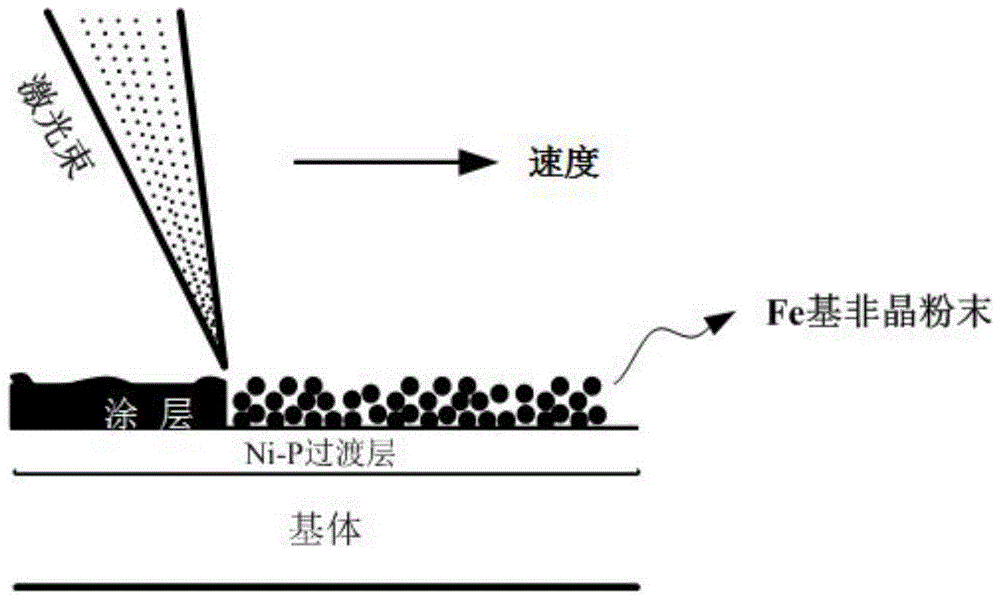
[0031] First, prepare 1L electroless Ni-P solution in a 2L beaker. The chemical formula of electroless Ni-P solution is 25g / LNiSO 4 ·6H 2 O, 25g / L NaH 2 PO 2 ·H 2 O, 26g / L Na 3 C 6 H 5 O 7 ·2H 2 O, 12g / L CH 3 COONa and 2mg / LCN 2 H 4 S, the pH of the solution is 5.5; then, the pretreated steel parts are placed in the solution for treatment in a constant temperature water bath at 90°C, and the electroless plating time is 2 hours; after the electroless plating, the steel parts are taken out and rinsed with tap water After drying, the Ni-P amorphous transition layer is obtained on the surface of the steel parts. After X-ray diffraction analysis, the obtained transition layer is amorphous. The mass percentage of P in the Ni-P amorphous transition layer is 9.1% . The Fe-based amorphous alloy powder is preset on the surface of the Ni-P amorphous transition layer. The Fe-based amorphous alloy powder is irradiated with a current of 240A, a pulse width of 2.5ms, a pulse frequency of 2Hz, ...
Embodiment 2
[0033] First, prepare 1L electroless Ni-P solution in a 2L beaker. The chemical formula of electroless Ni-P solution is 25g / LNiSO 4 ·6H 2 O, 25g / L NaH 2 PO 2 ·H 2 O, 26g / LNa 3 C 6 H 5 O 7 ·2H 2 O, 12g / LCH 3 COONa and 2mg / L CN 2 H 4 S, the pH of the solution is 6; then, the pretreated steel parts are placed in the solution for a constant temperature water bath at 85°C, and the electroless plating time is 2 hours; after the electroless plating, the steel parts are taken out and rinsed with tap water After drying, the Ni-P amorphous transition layer is obtained on the surface of the steel parts. After X-ray diffraction analysis, the obtained transition layer is amorphous. The mass percentage of P in the Ni-P amorphous transition layer is 9.1% . The Fe-based amorphous alloy powder is preset on the surface of the Ni-P amorphous transition layer. The Fe-based amorphous alloy powder is irradiated with a current of 270A, a pulse width of 2.5ms, a pulse frequency of 2Hz, and a laser scan...
Embodiment 3
[0035] First, prepare 1L electroless Ni-P solution in a 2L beaker. The chemical formula of electroless Ni-P solution is 25g / LNiSO 4 ·6H 2 O, 25g / L NaH 2 PO 2 ·H 2 O, 26g / LNa 3 C 6 H 5 O 7 ·2H 2 O, 12g / LCH 3 COONa and 2mg / L CN 2 H 4 S, the pH of the solution is 5.7; then, the pretreated steel parts are placed in the solution for treatment in a constant temperature water bath of 87°C, and the electroless plating time is 2 hours; after the electroless plating, the steel parts are taken out and rinsed with tap water After drying, the Ni-P amorphous transition layer is obtained on the surface of the steel parts. After X-ray diffraction analysis, the obtained transition layer is amorphous. The mass percentage of P in the Ni-P amorphous transition layer is 9.1% . The Fe-based amorphous alloy powder is preset on the surface of the Ni-P amorphous transition layer. The Fe-based amorphous alloy powder is irradiated with a current of 250A, a pulse width of 2.5ms, a pulse frequency of 2Hz, a...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More