

A high-efficiency forging method for fine-grained large-scale die forgings of high-alloy ultra-high-strength steel
A technology for ultra-high-strength steel and die forgings, which is applied in the manufacture of large-scale die forgings, and in the field of fine-grained and efficient forging of large-scale die forgings of high-alloy ultra-high-strength steel, which can solve the problem that the final forging deformation is small and the grain size of forgings is difficult to achieve Level 8 and other issues to achieve the effect of improving production efficiency and promoting application prospects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0018] (1) Billet making
[0019] Raw materials: A-100 steel bars with a diameter of Φ300mm, see Table 1 for the chemical composition. The experiment takes 4 forgings as a batch.
[0020] Table 1 A-100 steel bar chemical composition (%wt)
[0021]
[0022] Processing equipment: the heating furnace adopts a box-type resistance furnace, and the forging equipment adopts a 3150-ton fast forging machine;
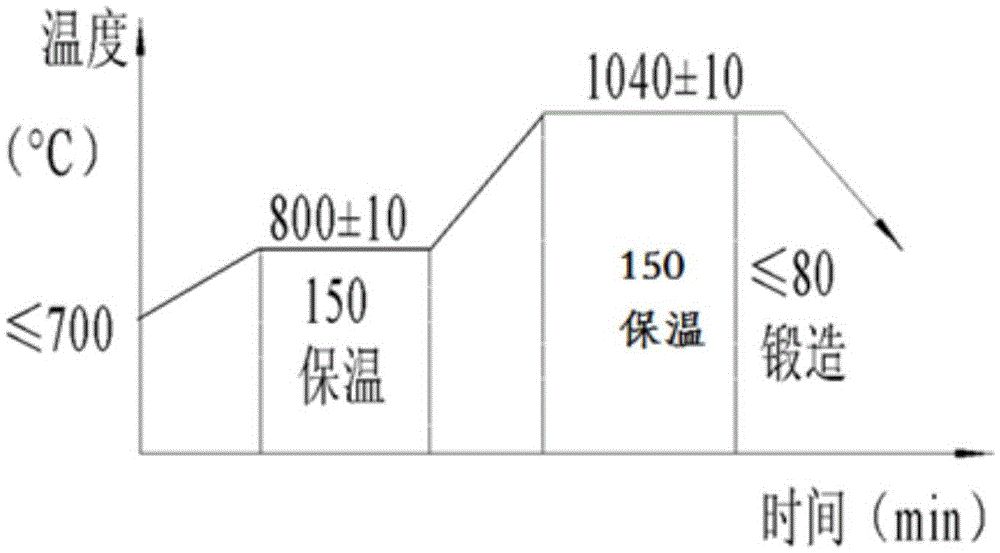
[0023] Heating system: 1045°C, holding time 135min, the specific system is as follows figure 1 As shown, set a temperature sensor on the billet and ensure that the temperature displayed by the sensor does not exceed 1050 °C;
[0024] Deformation system: the deformation amount of each part in a single firing time is more than 30%, but not more than 70%; the deformation speed is controlled at 20-40mm / s; the stop forging temperature: 820℃~850℃;
[0025] Cooling method: air cooling after forging;
[0026] Single billet making time: 14min~18min.
[0027] (2) die forging
[0...
Embodiment 2
[0045] (1) Billet making
[0046] Raw materials: High-alloy ultra-high-strength steel rods with a diameter of Φ200mm, the chemical composition is shown in Table 5. Three forgings were used as a batch in the experiment.
[0047] Table 5 Chemical composition of high-alloy ultra-high-strength steel bars (wt%)
[0048]
[0049] Processing equipment: the heating furnace adopts a box-type resistance furnace, and the forging equipment adopts a 3150-ton fast forging machine;
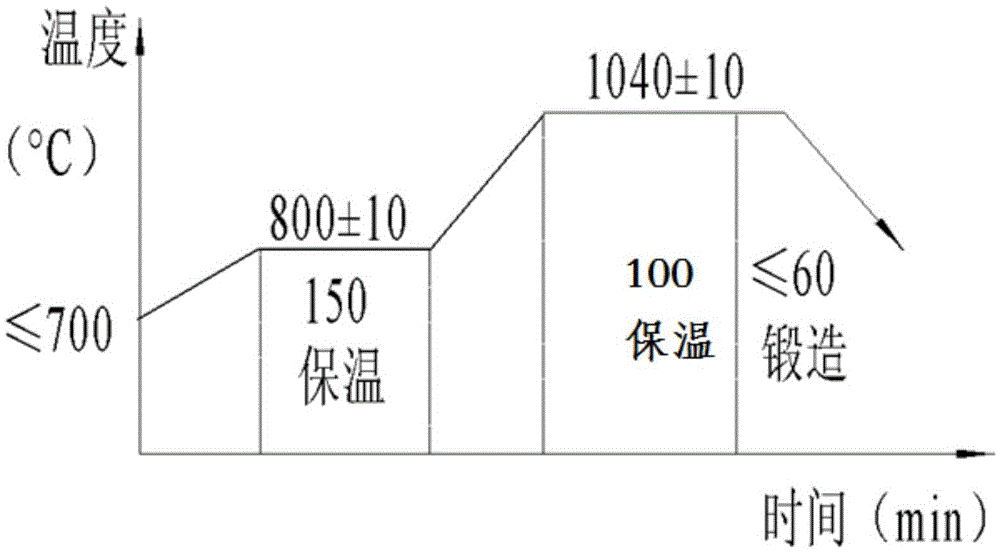
[0050] Heating system: 1040°C, holding time 110min, the specific system is as follows figure 1 As shown, set a temperature sensor on the billet and ensure that the temperature displayed by the sensor does not exceed 1045°C;
[0051] Deformation system: Deformation amount of each part in a single firing time: more than 30%, but not more than 70%; deformation speed is controlled at 30-50mm / s; stop forging temperature: 820℃~840℃;
[0052] Cooling method: air cooling after forging;
[0053] Single billet mak...
Embodiment 3
[0071] (1) Billet making
[0072] Raw materials: A-100 steel bars with a diameter of Φ300mm, see Table 9 for the chemical composition. The experiment takes 4 forgings as a batch.
[0073] Table 9 A-100 steel bar chemical composition (%wt)
[0074]
[0075] Processing equipment: the heating furnace adopts a box-type resistance furnace, and the forging equipment adopts a 1600-ton fast forging machine;
[0076] Heating system: 1045°C, holding time 135min, the specific system is as follows figure 1 As shown, set a temperature sensor on the billet and ensure that the temperature displayed by the sensor does not exceed 1050 °C;
[0077] Deformation system: Deformation amount of each part in a single firing time: more than 30%, but not more than 70%; deformation speed is controlled at 15-50mm / s; stop forging temperature: 820℃~840℃;
[0078] Cooling method: air cooling after forging;
[0079] Single billet making time: 14min~18min.
[0080] (2) die forging
[0081] Processin...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More