

Titanium alloy equal-thickness thin-wall special-shaped annular piece rolling and expanding composite forming method
A compound forming and special-shaped ring technology, applied in metal rolling and other directions, can solve the problems of low precision, poor performance, and low material utilization rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
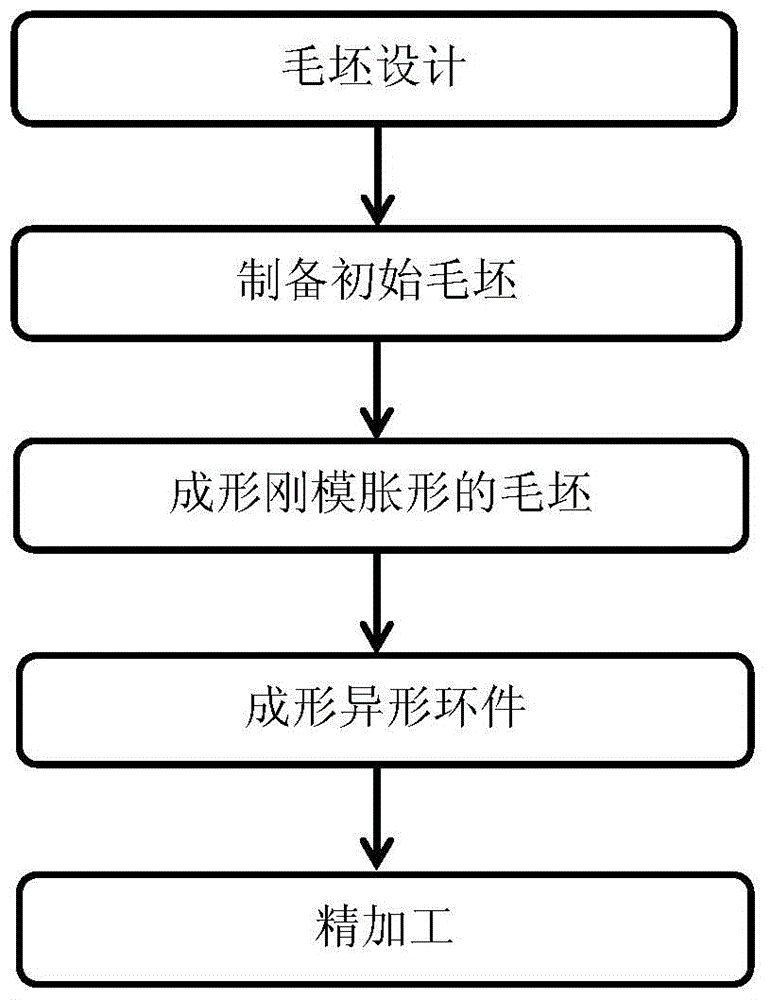
[0058] This embodiment is a composite forming process of titanium alloy rolling and expanding such as image 3 method of the ring shown.
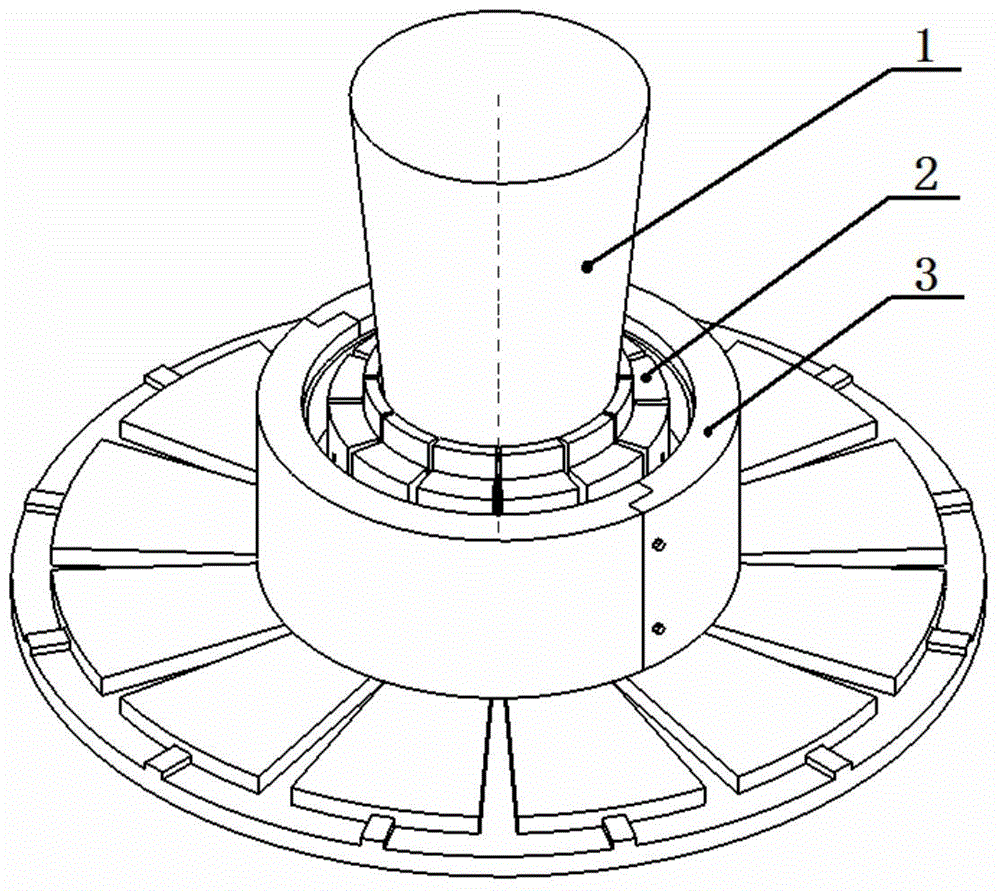
[0059] When the special-shaped ring is formed by the rolling-expansion composite forming process, the bulging die disclosed in the invention with the application number 201510197511.1 is used. The bulging mold includes a mandrel 1, n supports, n punches 2, dies 3 and a base; n slide rails are evenly distributed on the upper surface of the base, and the direction of each slide rail is the direction of the base. Radially; the chute on the lower surface of each bracket is respectively fitted with the slide rails on the upper surface of the base to form a circular assembly; the small diameter end of the conical mandrel is located in the assembly, and The inner surfaces of each bracket are attached; the distance between the lower end surface of the mandrel and the upper surface of the base is 1 / 3 of the vertical height of the bracket; n punches...
Embodiment 2
[0111] This embodiment is a composite forming process of titanium alloy rolling and expanding such as Figure 4 method of the ring shown.
[0112] When the special-shaped ring is formed by the rolling-expansion composite forming process, the bulging die disclosed in the invention with the application number 201510197511.1 is used. The bulging mold includes a mandrel 1, n supports, n punches 2, dies 3 and a base; n slide rails are evenly distributed on the upper surface of the base, and the direction of each slide rail is the direction of the base. Radially; the chute on the lower surface of each bracket is respectively fitted with the slide rails on the upper surface of the base to form a circular assembly; the small diameter end of the conical mandrel is located in the assembly, and The inner surfaces of each bracket are attached; the distance between the lower end surface of the mandrel and the upper surface of the base is 1 / 3 of the vertical height of the bracket; n punche...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More