Production technology of air-blowing optical fiber cable double-layer co-extrusion casing pipe
A fiber optic cable, double-layer co-extrusion technology, applied in the field of air-blown fiber optic cable double-layer co-extrusion casing production process, to achieve the effects of improved mechanical properties, excellent flexibility and fluidity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0015] 1) Dry PBT at 80°C and dry PC at 100°C;
[0016] 2) In step 1), the weight ratio of 50% PC after drying and the weight ratio of 50% PBT after drying are respectively put into No. 1 extruder and No. 2 extruder for melting and plasticization, and No. 1 extruder extrudes the PC material. , its temperature is 268-280 ℃, the No. 2 extruder extrudes PBT material, and its temperature is 250-265 ℃;
[0017] 3) In step 2), the melted and plasticized PC and PBT materials are merged in the die of the die, and the optical fiber that penetrates into the die and is filled with ointment is covered at the same time;
[0018] 4) Step 3) After molding, the sleeve coated with the ointment-filled optical fiber is cooled in circulating water at 20-40° C., and is pulled with a force of 4N while cooling;
[0019] 5) Close the casing in 4) at a speed of 150-220 m / min.
Embodiment 2
[0021] 1) Dry PBT at 80°C and dry PC at 100°C;
[0022] 2) In step 1), the weight ratio of 60% PC after drying and the weight ratio of 40% PBT after drying are respectively put into No. 1 extruder and No. 2 extruder to melt and plasticize, and No. 1 extruder extrudes the PC material. , its temperature is 268-280 ℃, the No. 2 extruder extrudes PBT material, and its temperature is 250-265 ℃;
[0023] 3) In step 2), the melted and plasticized PC and PBT materials are merged in the die of the die, and the optical fiber that penetrates into the die and is filled with ointment is covered at the same time;
[0024] 4) Step 3) After molding, the sleeve coated with the ointment-filled optical fiber is cooled in circulating water at 20-40° C., and is pulled with a force of 4N while cooling;
[0025] 5) Close the casing in 4) at a speed of 150-220 m / min.
Embodiment 3
[0027] 1) Dry PBT at 80°C and dry PC at 100°C;
[0028] 2) In step 1), the weight ratio of 70% PC after drying and the weight ratio of 30% PBT after drying are respectively put into No. 1 extruder and No. 2 extruder for melting and plasticization, and No. 1 extruder extrudes the PC material. , its temperature is 268-280 ℃, the No. 2 extruder extrudes PBT material, and its temperature is 250-265 ℃;
[0029] 3) In step 2), the melted and plasticized PC and PBT materials are merged in the die of the die, and simultaneously cover the optical fiber that penetrates the die and is filled with ointment;
[0030] 4) Step 3) After molding, the sleeve coated with the ointment-filled optical fiber is cooled in circulating water at 20-40° C., and is pulled with a force of 4N while cooling;
[0031] 5) Close the casing in 4) at a speed of 150-220 m / min.
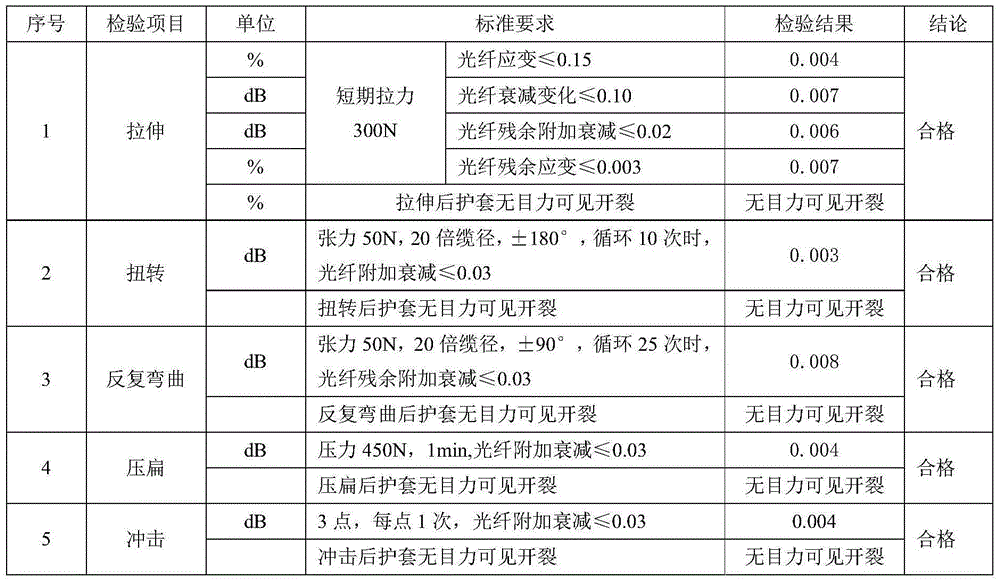
[0032] The obtained casing of the present invention is subjected to a mechanical property test, and the obtained results are shown in t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com